|
1. GİRİŞ
Klasik torna tezgahlarında iki eksenin aynı anda otomatik olarak hareketi mümkün değildir. Bu sebeple silindirik olmayan geometrilerin elde edilmesi hemen hemen imkansızdır. Klasik tezgahlarda torna siperine açı vermek suretiyle sınırlı konik yüzeyler elde edilebilmektedir. Ancak, bu işlemede tezgah operatörünün kabiliyeti yüzey kalitesini belirlemektedir. Günümüzde karmaşık geometrili parçaları işleyebilmek için CNC tezgahları yaygın olarak kullanılmaktadır.
Başta içten yanmalı motorların piston etekleri ve bazı takım tutucuların şaftları gibi oval kesitli parçaların üretimi için özel tezgahlar kullanılmaktadır [1-4]. Bunlar ise özel tezgahlar olduklarından fiyatları oldukça yüksektir. Bu çalışma ile konvansiyonel bir torna tezgahına karmaşık ve oval profilleri işleyebilme kabiliyeti kazandırarak daha ekonomik çözümler üretilmesi hedeflenmiştir.
Daha önce yapılan bir çalışmada [5] sadece silindirik yüzeyde ovallik elde edebilen bir mekanizma geliştirilmiştir. Ancak bu sistem sadece piston eteğinin imalatında kullanılabilmektedir. Değişken çaplı oval geometrileri ve karmaşık profilleri işleyebilme özelliğine sahip değildir.
Bu çalışmanın amacı, bir konvansiyonel torna tezgahında istenilen karmaşık profili işleyebilmek için hidrolik tahrikli ve bilgisayar kontrollu bir düzenek ve bilgisayar programı geliştirmektir.
Kontrol işleminin bilgisayarda yapılması bir çok avantaj sağlamaktadır ve bugün bir çok alanda yerini almıştır. Uzay teknolojisinden robotlara kadar değişik tasarımlar incelendiğinde mutlaka sayısal bir kontrol sistemine rastlanmaktadır. Her uygulamada bilgisayar kullanmak mümkün olmadığı için, oldukça küçük ama fonksiyonel mikroişlemciler sıklıkla kullanılmaktadır.
2. TASARIM
Profil tornalama sistemi hidrolik tahrikli ve bilgisayar kontrollu olarak tasarlanmıştır. Sistemin genel yapısı Şekil 1'de verildiği gibidir.
Sistemin çalışması kısaca şöyledir: Tornanın fener miline bağlanan enkoder yardımıyla aynanın açısal konumu ve arabasına takılan lineer cetvel ile arabanın z eksenindeki konumu okunmaktadır. Bu konumlara karşılık gelen profilin referans konumu (x eksenindeki) bilgisayar hafızasından çağrılmakta ve kesme takımı konumunu ölçen transduserden (lineer cetvel) gelen sinyalle karşılaştırılmaktadır. Görülen hata kontrol işlemine tabi tutularak bir düzeltme sinyali hazırlanmakta ve servo yükselticiye kontrol sinyali ulaştırılmaktadır. Bu sinyal ile servo-yükseltici çıkışında servovalfı tahrik edecek bir akım oluşturulmakta ve servovalfa bağlı hidrolik silindir ile kesme takımının konumunun değişmesi sağlanmaktadır.
Ölçme ve kontrol işlemleri bilgisayar tarafından gerçekleştirildiğinden, sistem, sayısal kontrollu bir sistem olarak adlandırılmaktadır. Bu çalışmada kurulan sistemle ilgili olarak herhangi bir teorik analiz yapılmamıştır. Ancak daha önce yürütülen tez çalışmalarında [6,7], bu çalışmada kullanılan elemanların bir kısmı kullanılarak teorik analizler yapıldığından, bu çalışmada gerekli olan hızların sağlanabileceği kanaatine varılmış ve bu doğrultuda, laboratuarda bulunan cihazlar kullanılmıştır. Sistemde kullanılan ekipmanlar ve özellikleri aşağıda incelenmiştir.
2.1. Enkoder
Kullanıcı oval kesitli bir profil işlemek istediğinde, kater referans konumunun belirlenmesi için araba konumuna ek olarak, aynanın açısal konumunun da ölçülmesi gerekmektedir. Bu amaçla sistemde Heidenhein marka ROC412 model TTL tipi bir enkoder kullanılmıştır. Enkoderin çıkış sinyali "gray code" şeklinde ve 12 bit olup, bilgisayar yardımıyla bu kodlara karşılık gelen açısal değerler bulunmaktadır. Bilgisayara bağlı veri toplama ve kontrol kartı iki ayrı 8 bitlik sayısal giriş kanalına sahip olduğundan ve bu kanalları iki grup halinde peşpeşe okuyabildiğinden, enkoderin 8 bitlik kısmı kullanılmıştır. Böylece fener milinin bir turu 256 aralığa bölünerek konum kontrolu sağlanmıştır.
Enkoderin TTL türündeki bilgi verme yapısı ve gray code üretme özelliğinden dolayı açısal konum okuma kabiliyeti yüksek hızlarda bile oldukça güvenli olmaktadır. Deneyler sırasında yanlış açısal konum bilgisine hiç rastlanmamıştır. Enkoderin torna tezgahı üzerindeki görüntüsü Şekil 2'de verilmiştir.
2.2. Bilgisayar ve Veri Toplama ve Kontrol Kartı
Deneylerde kullanılan bilgisayar Pentium III 866 MHz işlemciye sahip bir bilgisayardır. Bilgisayara ADVANTECH marka, PCI-1710HG modelinde bir veri toplama ve kontrol kartı takılmıştır. Kartta 12 bitlik 16 analog giriş ve 8 bitlik 2 adet sayısal giriş (toplam 16 adet bir bitlik sayısal giriş) kanalı bulunmaktadır. Kartta çıkışlar ise 12 bitlik 2 analog ve 8 bitlik 2 sayısal olmak üzere toplam 18 kanal şeklindedir. Kartın analog sinyal okuma hızı 100kHz'dir. Sayısal giriş okuma hızı ise bilgisayardaki programın çalışma hızına bağlıdır.
Şekil 1. Kontrol sistemin genel şeması
Bu çalışmada kartın 8 bitlik sayısal giriş kanalları enkoderden bilgi okumak için ve 1 analog çıkış da kontrol sinyali için kullanılmıştır. Kartta bulunan analog çıkışlar ± gerilim vermek yerine 0 ve + yönde (maksimum 10 V) gerilim üretmektedir. Servovalfin ise ± yönlü akımla tahrik edilmesi gerektiğinden, bu olumsuzluğu çözmek amacı ile kontrol sinyalinin çıkışı 2,5 V'luk gerilime sahip bir güç kaynağından geçirilmiş ve böylece 0-5 V analog çıkış voltajına bir gerilim kaydırma uygulanmıştır. Bununla, kontrol sinyalinin ±2,5 V aralığında tutulması sağlanmıştır. Sistemdeki torna arabasının ve kesici takımın konumunu ölçen lineer cetvellerden alınan sinyaller bilgisayarın COM portu kullanılarak okunmaktadır.
2.3. Servo yükseltici
Sistemde kontrol sinyalini akıma dönüştürerek servovalfi tahrik eden MOOG marka bir servoyükseltici kullanılmıştır. Servo yükselticinin maksimum çıkış akımı 50 mA'dir. Tranduserin beslenmesi için kullanılan gerilim servo-yükselticide bulunan sabit gerilimli çıkış kanallarından sağlanmıştır.
2.4. Servovalf ve Silindir Grubu
Sistemde kullanılan servovalf MOOG marka 931 modeldir. Valfin maksimum basınç düşüsü delta-p = 200 bar, %100 akış için verilmesi gerekli elektrik akımı 13,25 mA ve bu basınç düşüsü, maksimum giriş akımı ve sıfır yük basıncı altında akış debisi 126 cm3/s'dir [6]. Sistemde kullanılan silindir çift kollu olup, piston alanı ile kol kesit alanı arasındaki fark olan etki alanı 6.4 cm2'dir. Silindirin stroğu 100 mm'dir.
2.5. Kesme Takımı Hareket Düzeneği
Profil tornalama sistemi, özellikle oval tornalama esnasında çok küçük kurslarda çalışacağından, kesme takımı konumunun tekrarlanabilme özelliği önem kazanmaktadır. Yani, sistem kızak ve ilerletme mekanizması boşluklarına son derece duyarlıdır. Bu ihtiyacı karşılamak için torna arabasının siperi sökülerek valf-silindir, lineer cetvel ve kesici takımın bir arada bulunduğu bir mekanizmanın tasarımı ve imalatı yapılmıştır (Şekil 3). Kesici takımın hareketi için, INA marka KUVE serisi 30'luk anma ölçüsüne sahip 4 sıra rulmanlı lineer kızak kullanılmıştır. Bu yataklar ön yükleme ile (yani sıfır boşluklu) montaj edildiklerinden ve sertlikleri de 63 HRC civarında olduğundan konum doğruluğu rahatlıkla sağlanabilmiştir. Hareket düzeneğinin tezgaha montaj edilmiş haldeki görüntüleri Şekil 4'de verilmiştir.
2.6. Lineer Cetveller ve Konum Okuyucu
Sistemde torna arabasının ve kesme takımının konumunu ölçmek için transduser olarak EAE marka Mikronel serisi konum okuyucu ve 2 adet lineer cetvel kullanılmıştır. Lineer cetvellerin hassasiyetleri 0.005 mm'dir. Konum bilgisi okuyucu ekranından okunabilmektedir ve COM portu aracılığıyla bilgisayara aktarılmaktadır. Yapılan deneylerde iki eksenin aynı anda, saniyede yaklaşık 40 kez okunabildiği gözlenmiştir.
2.7. Torna Tezgahı
Profil işleme düzeneği TEZSAN marka MAS165 model torna tezgahına montaj edilmiştir. Tezgah 80 cm boyunda iş kapasitesine sahiptir. İş mili hızları dişli kutusu ile sağlanmakta ve 45, 78, 132, 225, 335, 570, 960 ve 1620 d/dk olmak üzere 8 değişik hız bulunmaktadır. İşlenecek parçanın çap ayarı tezgahın arabasından yapılmaktadır. Hidrolik sistemi kapatıldığı zaman kalem mevcut pozisyonunda kalmakta, böylece aynı kesme takımıyla klasik tornalama yapmak mümkün olmaktadır. Torna ve sistemin genel görünüşü Şekil 5'de verilmiştir.

Şekil 2. Enkoderin tornadaki konumu
3. YAZILIM
3.1. Bilgisayar Programının Genel Yapısı
Program birkaç modülden oluşmaktadır. Bu modüller türlerine göre pencerenin menüsünde sıralanmışlardır. Aynı türdeki modüller arasında pencerenin alt kısmındaki ileri ve geri tuşlarıyla geçiş yapılabilir. Program ilk çalıştırıldığında, genel bilgilerin yazılı olduğu bir pencere açılır.
Parça işlemek için kullanılan dört modül, "Parça İşleme" menüsünün altındadır. Bu modüller, programda parça işlemek için gerekli olan dört adımın pencereleridir. Birinci adım, elde olan kullanılabilir kalemlerin seçimidir. Kullanıcı, programda kayıtlı kalemlerden hangilerinin kullanılmaya müsait olduğunu burada belirler. Kayıtlı kalemleri düzenlemek için kalem editörü kullanılır. İkinci adım profil seçimidir. Dosyadan profil yüklenebileceği gibi, profil editörüyle yeni bir profil de oluşturulabilir. Üçüncü adım, parçayı işlemede kullanılacak kalemin, işleme aşamasının seçildiği ve ham parça çapının belirlendiği adımdır. Dördüncü adım, parçanın işlendiği adımdır. İşleme parametreleri gerekiyorsa ayarlandıktan sonra, gerekli sayıda paso ile parça işlenir. Pencerenin bilgi bölümündeki değerler istenilirse bir yazı dosyasına kaydettirilebilir. Sistemin testi için kullanılan üç adet pencere, testler menüsü altındadır. COM portu testi, konum okuyucudan eksen değerlerinin okunmasını ve eksenlere değer yazılmasını kontrol etmek içindir. PCI kartı testinde, voltaj gönderilmesi ve 8-bit veya 12-bit analog/dijital veri okunması test edilebilir. Silindir kontrolü testinde, yapılan ayarlara göre, değişik kontrol tipleri ve katsayıları ile silindirin, penceredeki kaydırma çubuğu aracılığıyla konumunun kontrol edilmesi test edilir.
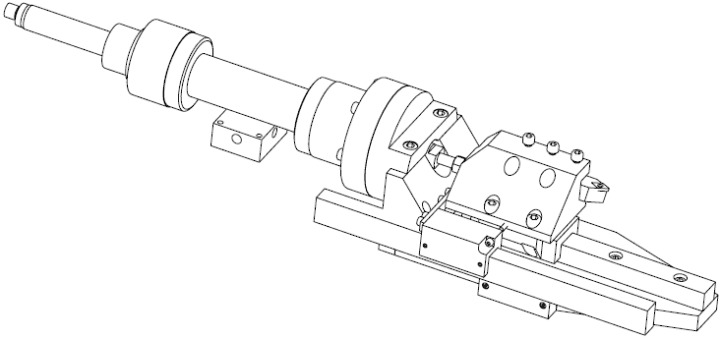
Şekil 3. Servovalf, silindir, lineer cetvel ve kesme takımının torna tezgahına montajı
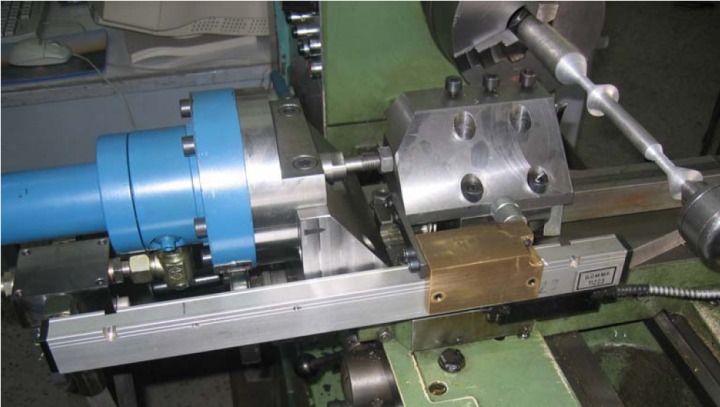
Şekil 4. Hareket düzeneğinin tornaya yerleştirilmiş hali
Yardım menüsünden programın başlangıç ekranına dönülebilir veya program bilgisi görüntülenebilir. Herhangi bir pencerenin herhangi bir bileşeninde yardım istendiğinde, pencerenin sağ üst köşesindeki soru işaretine, sonra da ilgili pencere bileşenine tıklandığında ya da o bileşen aktifken F1 tuşuna basıldığında, bilgi ve yardım metni içeren bir pencere çıkar. Bu bilgisayar programının yapılmasında Microsoft Visual Studio 6.0 Enterprise Edition paket programındaki Microsoft Visual C++ 6.0 derleyicisi kullanılmıştır. Program kodlaması MFC (Microsoft Foundation Class) tekniğiyle yapılmıştır. Bu yüzden, kullanılan bütün veri ve fonksiyonlar türemiş veya özgün sınıf yapıları şeklindedir. Sade veri yapıları yerine veri yapılarıyla fonksiyonların aynı kümede bulunduğu sınıf tekniğinin kullanılmasındaki amaç, karmaşık veri yapılarının işlenmesindeki zorlukları kaldırarak, sadece o veri sınıfının fonksiyonlarını kullanmak suretiyle, verilerin daha az karmaşık görünen kodlarla işlenmesini sağlamaktır.
|
