|
Çeviri:
Engin Gülşen
MET CAD/CAM/CAE, Şubat 2005
Kaynak:
Becoming
More Accurate With Speed
Bill
Elliott, Northwood
Designs, Inc. (metacut.com)
Her
şeyin anahtarı hassasiyettir. Kalıp üretimi sürecinde yapılan
her iş ile tezgah veya yüksek hız kontrolü üreticisi tarafından
tamamlanan her görev hassasiyet hedeflidir. İşleme sürecinde
daha hassas üretim yapabilmek, kalıp üretimi endüstrisinin
değişmeyen bir hedefidir.
İlk
başlarda CNC tezgahlar çizgilerle ve yaylarla ifade edilen
2D şekilleri işlemekteydi. Şekillerin çizgi ve yaylardan oluşmasından
ötürü çıkacak parçanın hassasiyeti, tezgahın hassasiyeti ve
verilen talimatları takip edebilme yeteneğiyle kontrol ediliyordu
(verilerle değil).
Daha
sonra CAD/CAM sistemleri piyasaya çıktı ve bunlar da ilk olarak
elle programlamanın hızlandırılması ve insan kaynaklı hataların
azaltılması amacıyla kullanıldı. Halâ 2D şekiller işleniyordu.
Kısa sürede, CAD sistemleri eğriler ve yüzeylerle ilgilenmeye
başladılar. Bu yeni bir oyundu, özellikle de CAM tarafı için.
Artık matematiksel olarak doğru bir şekilde çizgi ve yayların
ofsetlenmesi kadar basit değildi.
Bu
anlamda eğri ve yayların işlenmesi için gerekli olan takım
yolu o kadar da kolay tanımlanamıyordu. Bu yüzden bir sonraki
en iyi şeyi yaptılar; Takım yolunu belirli bir toleransla
genellikle "hassas" veya daha kusursuz hale getirdiler.
Bu da eğrilerin bir dizi doğrusal bölümlerle ifade edilmesine
ve böylece teorik mükemmel eğri yakınsamasının gerçekleşmesine
olanak sağladı. Bu doğrusal bölümler genellikle kirişsel sapma
üzerine yapılırlar (bkz. Şekil 1).
Kirişsel
Sapma: Kirişsel sapma kiriş ve yay (veya eğri) arasındaki
en büyük mesafedir. Doğrusal bölümlerin toleransını kontrol
etmek amacıyla kirişsel sapma kullanmanın faydalarından biri
tutarlı bir sapmanızın olmasıdır. Eğer bir eğriyi eşit uzunlukta
çizgilere bölerseniz çizgilerin eğriden sapması değişir çünkü
eğrilik daha büyük ve küçük hale gelir. Aynı zamanda kirişsel
sapma kullanıldığında diğer yöntemlere göre daha küçük bir
data seti elde edilir.
Problemler
|
|
|
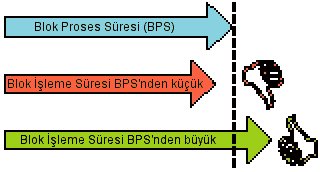
Şekil
2: Blok İşleme Süresi problemleri.
|
Bu
noktada, neredeyse doğru bir data setimiz vardı fakat bir
takım problemler ortaya çıktı.
İlk
problem binlerce küçük çizgilerin bir kontrol -ki uzun çizgi
ve yayların kesimi için tasarlanmıştı- tarafından doğru bir
şekilde kesilememesiydi. Literatürde olduğu gibi çok yavaş
olan Blok Proses Süreleri (BPS) nedeniyle data içerisinde
tıkanıp kalacaktı. Bu problem takımın sallanması veya teklemesi
şeklinde kendini ortaya çıkardı ve çok hızlı kontrol olmadan
tezgahta bir kalıbı kesmeye çalışan herhangi biri bunun nasıl
birşey olduğunu bilir (bkz. Şekil 2).
Blok
Proses Süresi (BPS): Bir kontrolün kod bloğunu okuması,
anlaması, uygun talimatları servolara göndermesi, resetlemesi
ve bir sonraki kod bloğunu okumaya başlamasına kadar geçen
süre. (Örnek: G1 X5.9876 Y3.9874 Z2.5467 F150.)
Blok
İşleme Süresi (BİS): Bir tezgahın fiziksel
olarak programlanan kod bloğunun sonuna kadar gitmesi için
geçen süre.
Bu
problemlerin sebebini anlamanın en kolay yolu blok proses
süresi (BPS) ve blok işleme süresi (BİS) arasındaki ilişki
olarak görmektir. Eğer BİS, BPS'nden daha uzunsa herşey gayet
normal çalışacaktır. Eğer BİS, BPS'nden kısaysa; tezgah verilen
talimatları tamamladığında sorunlar ortaya çıkacaktır, çünkü
kontrolün servolara yeni talimat olarak ne vereceğini kararlaştırması
için zamanı olmayacaktır. Bir sonraki talimat için beklerken
tezgahın duraklaması gerekecektir (bu "Servo Starvation"
olarak da bilinir). Süreç defalarca tekrarlandığında, kendini
sallanma veya tekleme şeklinde gösterir.
Bu sorunla ilgili olarak ne yapılabilir?
1.
İlerleme hızını (feed-rate) düşürün.
İlerleme hızı düşürüldüğünde tezgahın kod bloğunun sonuna
ulaşması daha uzun bir süre alır. Bu da kontrole her bloğu
bitirmesi için daha fazla zaman tanır. Sonuç olarak, BİS,
BPS'nden daha uzun olur ve tezgah normal çalışır. Tabiiki
bu aynı zamanda işlerinizin yavaşlaması anlamına gelir.
2.
Her talimatın fiziksel uzunluğunu artırın.
İlerleme oranının yavaşlatılmasıyla aynı etkiye sahiptir;
mevcut kod bloğunun sonuna ulaşmayı geciktirir. Buradaki problem,
eğik yüzeylerin tanımlanması için daha uzun çizgiler kullanmanız
sonucunda hassasiyet seviyenizin düşmesi ve buna bağlı olarak
da elle parlatma ihtiyacının artmasıdır.
3.
BPS'ni azaltın.
BPS'nin azaltılması, sadece kontrolün daha yeni ve daha hızlısıyla
değiştirilmesiyle gerçekleştirilebilir.
CNC
programcıları blok işleme zamanı problemini azaltmak amacıyla
her ikisi de güzel sonuçlar doğurmayan metotları kullandılar.
İlerleme hızının azaltılması işleme zamanını artırırken takım
yolu hassasiyet seviyesinin düşürülmesi tesfiye çalışmasının
ciddi oranlarda artmasına neden oluyordu.
Sonunda
imdada yüksek hızlı kontroller yetişti! Yüksek hızlı kontroller
blok işleme zamanını minimuma indirecek şekilde tasarlanmışlardı.
Blok proses süresinin azalmasıyla CNC programcıları daha yüksek
ilerleme oranlarında çalışmak ve eğik yüzeylerin tanımlanması
için daha küçük çizgiler kullanmakta özgür kaldılar. Kontrolün
blok proses süresinin daha kısa olması, daha hızlı ve daha
hassas parça işlemeyi mümkün kıldı.
Over-travel
takım yolunda arzu edilen datadan uzak bir işlemeyi içerir.
Başka bir deyişle yanlış işleme.
Bu, parçanın eğriliğine göre çok hızlı hareket sonucu ortaya
çıkar. Bu gerçekten temel bir fizik problemidir ve şu etkenler
önemlidir:
1)
Yön değişimi oranı (eğrilik açısı)
2) Yön değiştirmek için mümkün olan kuvvet miktarı
3) Hareket ettirdiğiniz kütle
Daha
basit ifade etmek gerekirse yön değişimi oranını eğrilik olarak
düşünebilirsiniz. Eğer daireler anlamında düşünüyorsanız 1
metre çapında bir daire, 2 metre çapındaki bir daireden daha
küçük bir eğriliğe sahiptir ve 1 metrelik daire üzerinde yön
değişimi daha çabuktur. Başka
bir deyişle düz bir çizgide yön değişimi yoktur.
İkinci
faktör, kuvvet, tezgahınızın eksenlerindeki servo motorlardır.
Her eksene uygulayabilecekleri sınırlı kuvvetleri vardır.
Daha hassas olması için her eksen lineerdir ve tek bir eksen
veya servo motor derken kastettiğimiz "hızlanmak veya
yavaşlamak için ne kadar kuvvetin olduğudur". Servo motor
büyüdükçe verilen bir kütleyi daha hızlı yavaşlatabilir veya
hızlandırabilirsiniz.
Üçüncü
etken kütledir. Bu, işlenen parça ile yataklı tip freze ve
tablaları içerir. Burada ilginç olan yataklı tipli frezelerde
genelde bir eksen iki yatağı hareket ettirir. Bu da eksenlerden
birinin hareket ettirmek için çok daha fazla ağırlık taşıdığı
anlamına gelir. Bu da genelde tezgahın maksimum yavaşlama
ve hızlanmasını kontrol eden eksendir.
Eğer
bir formül için ısrar ediyorsanız kuvvetin (f) servolar olduğu
standart f=m*a derim; Kütle (m) tablalar ve işlenen parça,
ivme (a) de eğriliğe bağlıdır. Çünkü eğrilik küçük olduğunda
programlanan takım yolunu terketmeden kesme yapabilmek için
yavaşlama sırasında daha büyük ivme gerekir. Burada hatırlanması
gereken en önemli şey verilen bir tezgah üzerinde üç faktörden
sadece birinin değiştiğidir; o da eğriliktir. Tezgah her zaman
aynı servolara sahiptir ve kabaca her zaman aynı kütleyi hareket
ettirir diyebiliriz. Bu da herhangi bir tezgah üzerinde verilen
bir eğrilik, belirli bir ilerleme hızına sahip olması anlamına
gelir. Bunu "hassas ilerleme hızı" olarak adlandıracağız.
Hassas ilerleme hızı büyük eğriliklerde daha hızlı, küçük
eğriliklerde daha yavaştır. Bir doğru üzerinde tezgah hızlıca
ilerleyebilirken ani yön (keskin köşeler) değişimlerinde kontrolün
tam hassasiyet için durması gerekir.
|