|
Giriş:
Metal
Enjeksiyon Kalıplama (MIM-Metal Injection Moulding) Teknolojisinde
mühendisler metal ve plastik bağlayıcıların karışım formülünü
keşfettiklerinde ve karışım malzemenin kendini çekme özelliğini
yönetmeye başladıklarında adeta birer büyücüye dönüşüyorlar:
Onlar artık çok hassas toleranslara sahip MIM parçaları üretebilir,
aynı malzemeden farklı büyüklüklerde ya da farklı malzemelerden
aynı büyüklükte ürünler elde edebilirler. Ve bunların hepsini
tek bir kalıp seti ile yapabilirler. Daha da ötesi; kalıp
setleri işleme hataları içerse dahi bunu başarabilirler.
Metal
Enjeksiyon Kalıplama ya da literatürde bilinen adıyla MIM
teknolojisi özet olarak şu aşamalardan meydana gelmektedir:
Metal tozları sıcak olarak organik bağlayıcılarla karıştırılır.
Homojen ve uniform olarak elde edilen karışım soğutularak
granülize edilir. Belli bir granül büyüklüğüne sahip malzeme
enjeksiyon preslerinde kullanılır. Enjeksiyon işlemi ile "Yeşil
Parça" adı verilen, metal ve plastik bağlayıcının bir arada
bulunduğu ve henüz herhangi bir metalik bağlantı içermeyen,
parçalar çekme payları da dikkate alınarak istenilen geometri
ve biçimde şekillendirilir. Daha sonra bağlayıcı plastik maddeler
yapıdan dikkatli bir şekilde uzaklaştırılır. Ayrıştırma adı
verilen bu işlem iki aşamada gerçekleştirilir: Kimyasal ayrıştırma
işleminde yağlar organik bir çözücü içerisinde (solvent) eritilmek
suretiyle yapıdan çıkarılır. Termal ayrıştırma işleminde ise
termo-plastik maddeler düşük sıcaklıktaki ön-sinterleme fırınlarında
yakılmak suretiyle bertaraf edilir. Bu aşamada elde edilen
parçaya "Kahverengi Parça" denmektedir. Bir sonraki adımda
parçalar sinterlenerek istenilen ölçü, yoğunluk ve mekanik
özelliklere uygun şekilde katılaştırılır. Sinterlenerek artık
metal halini almış parçalara talaş kaldırma işlemleri (kesme,
delme, diş çekme, taşlama vs.), ısıl işlemler (sertleştirme,
menevişleme, yaşlandırma vb.) ve yüzey işlemleri (kaplama,
karartma, boyama vs.) uygulanabilir.
MIM,
özellikle kompleks şekilli, mikro-hassas ve göreceli olarak
küçük parçaların elektronik, havacılık, el aletleri, ateşli
silahlar, tıp, otomotiv ve diğer endüstriler için ekonomik
biçimde ve seri bir şekilde üretilmesine imkan tanıyan bir
yöntemdir. Mikromotorlar, aktivatörler, sensörler, ısı eşanjörleri,
filtreler, mikrovalfler ve pompalar, medikal enstrumanlar,
biomedikal implant parçaları ve benzerleri bazı uygulama alanlarına
ait örneklerdir.
Fırsatların
bulunduğu diğer bir alan da kitle üretimi gerektiren tüketim
mallarıdır. Teknolojinin eksponansiyel olarak gelişmesi ve
dünya pazarlarının globalleşmesi bilgisayar, cep telefonu,
saat ve elektronik endüstrisinin sayısız çeşitteki maharetli
aletlerini üreten firmalarını kıyasıya rekabet etmeye zorlamaktadır.
Üreticiler, giderek daha eğitimli hale gelen ve ince detayları
farkedebilen tüketici toplumu karşısında ayakta kalabilmek
için hızlı hareket etmek ve ürünlerinin dizaynlarını sürekli
geliştirmek zorunda kalmaktadır. Ayrıca sadece teknolojideki
hızlı değişime ayak uydurmakla yetinmeyip, çok daha fazla
fonksiyonelliğe ve estetik çekiciliğe sahip yeni ürünler pazara
sunmaktadırlar (örneğin farklı şekiller ve boyutlar, değişik
malzemeler ve çeşitli renk ve özellikte yüzey görünümleri).
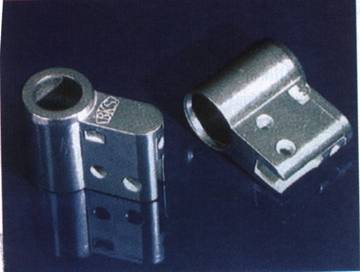
Şekil.1 - MIM ile Üretilmiş 316L Paslanmaz Çelikten Kilit
Silindir Yuvası
Tüm
bunların bir sonucu olarak tüketim mallarının ekonomik ömrü
gittikçe kısalmaktadır. Saat, bilgisayar, cep telefonu gibi
ürünlerde bu süre 6 aya kadar düşmüştür. Eskimiş ürünlerin
yerine yenilerini sunmak kalıp imalatına sürekli ve büyük
bir yatırım yapmayı gerektirmektedir. Hammadde ise pahalı
ve bulması zor bir kaynaktır. Talaşlı imalat özellikle küçük
boyutlu ve hassas parçalar sözkonusu olduğunda zor ve maliyetli
bir yöntemdir. Yüksek bozuk oranı ve geri dönüşüm güçlüğü
dezavantaj teşkil etmektedir. Bu noktada MIM teknolojisinin
göreceli olarak düşük sermaye ihtiyacı (basit olarak bir plastik
enjeksiyon imalat atölyesinin gerektirdiği kadar) küçük ve
hassas parçaların üretimi konusunda bu metodu çekici kılmaktadır,
hatta tavsiye edilmektedir. MIM'in ikincil işlem gerektirmeyen
(veya çok az gerektiren) bitmiş parça çıkarabilme kabiliyeti,
talaşlı imalata yapılacak makine ve takım yatırımlarını ortadan
kaldıracağı gibi, talaşlı işlem maliyetlerini de azaltacaktır.
Kullanılan malzemenin neredeyse %100'ünden faydalanılması
çevresel etkiler açısından da en az (veya hiç) malzeme ziyanı
ve kirletici atık çıkmaması nedeniyle tercih edilmektedir.
MIM parçalar genellikle malzeme özellikleri, yüzey kaliteleri,
imalat toleransları ve seri üretime yatkınlıkları bakımından
üstün nitelikler göstermektedir.
MIM,
yeni kalıp maliyetlerinin azaltılması veya mevcut kalıpların
yeni ürünlere adapte edilmek suretiyle fonksiyonelliklerinin
uzatılması konusunda da avantajlara sahiptir. Kuşkusuz bu
durum, tek bir kalıp seti kullanarak aynı malzemeden boyutları
farklı ürünlerin elde edilebilmesi suretiyle sağlanabilecektir.
Hatta aynı kalıp setinin farklı malzemelerden ancak birbirinin
aynı parçaların üretilebilmesi için kullanılması faydayı daha
da arttıracaktır. Örneğin plastik bir saat gövdesi üretmek
için dizayn edilmiş bir kalıp seti, farklı büyüklüklerde paslanmaz
çelik gövdeler imal etmek için de kullanılabilmektedir (genç
modeli, bayan ya da çocuk modelleri vs. gibi). Bu kalıp seti
aynı zamanda farklı malzemelerden ancak aynı ölçülerde saat
gövdesi imal etmek için de kullanılabilir (paslanmaz çelik,
sert maden, titanyum, zirkonyum vs. gibi).
|
|
|
|
Şekil.2
- MIM prosesi özellikle küçük parçaların seri imalatına
uygundur. Bilgisayar harddisk komponentleri örneklerden
sadece biridir.
|
MIM
prosesi hep böyle avantajlar ve fırsatlar sunan bir teknoloji
midir? Ne yazık ki hayır. Tüm diğer teknolojiler gibi MIM
de kendine özgü problemler taşımaktadır. MIM prosesinin başlıca
karakteristiği sinterleme esnasında parçalarda meydana gelen
yüksek miktardaki kendini çekme (büzülme) olayıdır. Yeşil
parçalar içerisindeki yüksek orandaki organik bağlayıcı (hacimsel
olarak % 40-60), kimyasal ve termal ayrıştırma işlemleri sonucunda
yapıdan çıkarıldığında, işgal ettikleri yerler açık por (boşluk)
haline dönüşür. Daha sonra sinterleme esnasında bu porlar
kapanarak, parça yoğunluğu teorik malzeme yoğunluğunun %96'sına
ulaşır. Eğer sinterleme sonrası HIP (Hot Isostatic Pressing)
uygulanırsa yoğunluk %99,8 'e kadar yükselebilir. Sinterleme
esnasındaki bu kendini çekme tek boyutta lineer olarak % 15-25
arasındadır. Bu değerler diğer imalat metodlarında pek de
duyulmamış bir özelliktir (belki sadece sert maden-cemented
tungsten carbur, üretiminde görülebilir). İşte yüksek oranlı
bu kendini çekme MIM'in en büyük avantajını oluşturur: Kalıp
kaviteleri bitmiş parçaya göre daha büyük yapılır ve sinterleme
sonrasında parçalar küçülerek istenen ölçüler elde edilir.
Parçaların verilen toleranslar içerisinde imal edilebilmesi
için kendini çekme oranının çok hassas bir şekilde belirlenmesi
ve kalıp imalatında göz önüne alınması gerekmektedir. Fakat
bu söylenildiği kadar kolay değildir.

Şekil.3
- Çelik saat kayışlarına ait komponentlerin MIM dışında başka
bir imalat metodu ile ekonomik şekilde üretilmesi mümkün değildir.
Her
bir hammadde (karışım), ister MIM parça üreticisi tarafından
hazırlansın ister ticari olarak hammadde satıcılarından hazır
alınsın kendi "gerçek büzülme faktörüne" sahiptir. Bu nedenle
MIM teknolojisindeki ilk adım karışımın kendini çekme oranını
mümkün olduğunca doğru ve hassas olarak tesbit etmektir. Eğer
karışım MIM parça üreticisi tarafından hazırlanmışsa, bilinen
gerçek büzülme faktörünün hassasiyeti ve bunun bir şarjdan
diğerine sürekli olarak aynı değerde sağlanabilmesi (standart
sapma değeri ile ölçülmektedir), formül hazırlayıcının proses
tekniğine, üretim şartlarına, metroloji standartlarına ve
firmanın kendi deneyimlerine bağlıdır. MIM parça üreticilerine
ticari olarak hammadde temin eden firmalar da kendi karışımlarına
ait büzülme faktörünü (çoğunlukla silindirik metal test çubukları
kullanarak) belirlerler. Yine karışımın büzülme faktörünün
hassasiyeti formül hazırlayıcının proses tekniğine, üretim
şartlarına, metroloji standartlarına ve firmanın kendi deneyimlerine
bağlıdır. Sadece bu kez karışımın son kullanıcısı değişkenler
üzerinde kontrola sahip değildir.
Hazır
karışım satın alan bir firma, çoğu kez hammadde üreticisi
tarafından verilen büzülme faktörünün doğruluğunu kontrol
edecek zamana sahip değildir (sahip de olmamalıdır). Hele
bu faktörün bir şarjdan diğerine aynı hassasiyetle sağlanıp
sağlanmadığını hiç takip etmeyecektir. Bunun yerine, karışım
satın alan firma kalıphanesine güvenmekte ve oraya yatırım
yapmaktadır. Çünkü kalıphane yatırımlarının ölçülmesi daha
kolaydır ve sürekli takip edilebilecek bir büyüklüktür.
|