|
Birinci Neden; İkinci Neden ve Üçüncü Nedende ulaşılan bilgilere göre, Giriş noktasının Şekil 8’ deki gibi olmasını karar verdikten sonra diğer analizler yapılır.
Analizi üç genel kritere göre yapabiliriz:
1.Plastik Dolum Analizi (Plastic Filling),
2.Soğuma Kalitesi Analizi (Cooling Quality)
3.Çökme Analizi (Sink Marks).
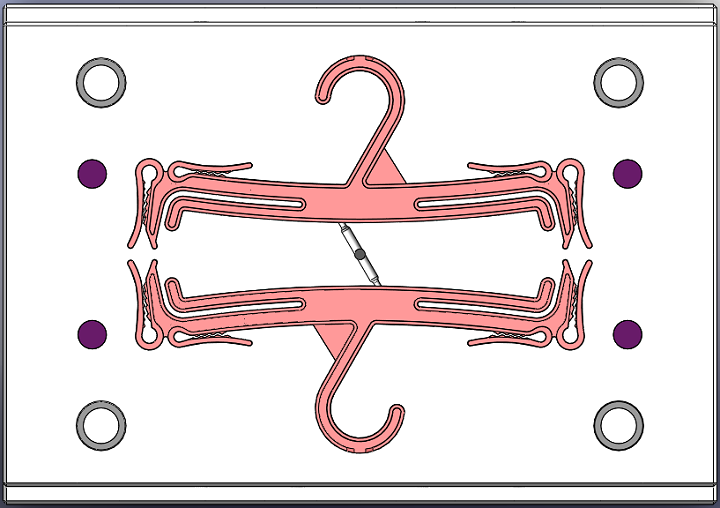
Şekil 8. Yolluk Giriş Noktası
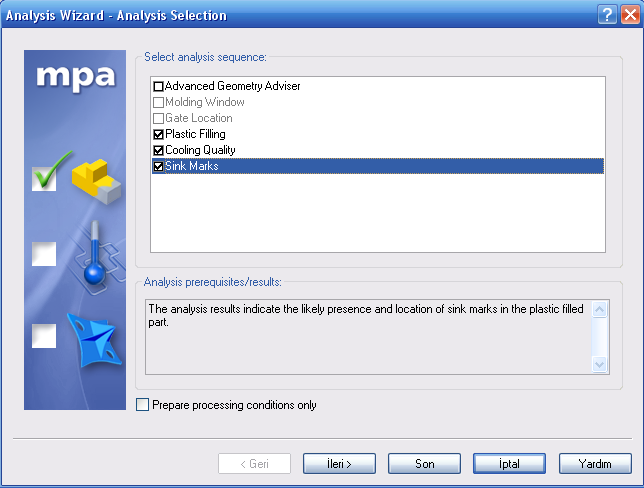
Şekil 9. Yapılması İstenen Analizler
Bu analiz başlıklarını seçerek yapılan analizde elde edilen sonuçlar şunlardır:
1.Dolum Güvenilirliği Analizi (Confidence of Fill): Burada her yer yeşil, yani kalıbın en ince ayrıntısına kadar dolduğunu gösteriyor.
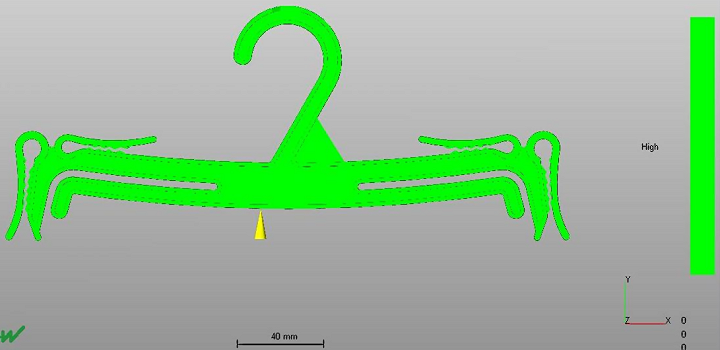
Şekil 10. Dolum Güvenilirliği Analizi (Confidence of Fill)
2. Tahmini Kalite Analizi (Quality Prediction): Burada baskıdan sonra parçanın yüzey kalitesi ile ilgili bilgileri alıyoruz. Şekil 11 de yeşil renk yüksek kalite, sarı orta kalite ve eğer kırmızı olsaydı kırmızı bölgelerde de kalitesizlik oluşacağını gösterirdi. Sarı bölgeleri sadece göstermekte kalmıyor bunların neden oluştuğunun bilgisini veriyor. Parça üzerindeki sarı bölgeye tıkladığımız zaman o bölgenin özellikli değerlerine ulaşabiliyoruz. Onlar da parçadaki sadece o bölgenin sıcaklığı, basınç düşüşü, dolum süresi, soğuma süresi ve diğer bilgiler. En önemlisi de orta kalitenin neden oluştuğunu ek bilgi olarak alabiliriz. Örneğin Şekil 11 de gösterilen sarı yerler için, soğuma zamanı çok uzun, bu ilerde ütülemede problem yaratabilir bilgisini kısa öneri olarak veriyor. Ayrıca daha detaylı bilgi almak istediğimizde, bu sonucun neden oluştuğunu, nelerin buna sebep olduğunu ve ileride ne yapılması gerektiğini bilgi olarak alabiliriz.
Programın verdiği üç öneri şunlardır:
- Eriyik sıcaklığını düşür;
- Kalıp sıcaklığını düşür;
- Problemli bölgenin et kalınlığını incelt.
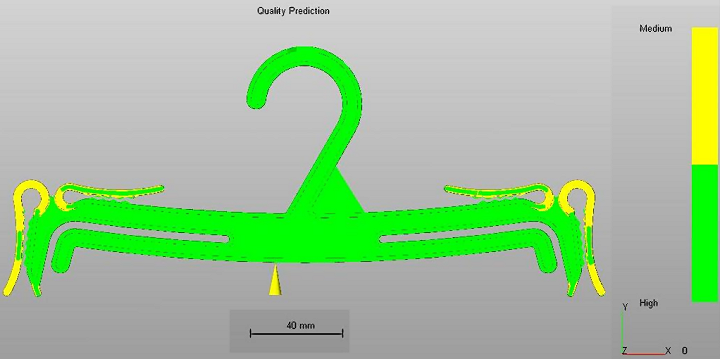
Şekil 11. Tahmini Kalite Analizi (Quality Prediction)
Bu üç öneriden:
A) Eriyik sıcaklığını düşürmek, enjeksiyon için malzemenin olması gereken enjeksiyon sıcaklığının altına düşülemeyeceğinden bu öneri uygulanamaz.
C) Problemli bölgenin et kalınlığını inceltmek, parçada boyutsal değişim olması istenmemesi gereğince bu öneri de uygulanamaz.
B) Kalıp sıcaklığını düşürmek ise yapılabilecek en uygun çözüm olur. Kalıp sıcaklığını düşürmek için tasarımda su kanalının yerinin nerden geçeceğini tayin etmek gerekir.
Su kanalının yerini tayin etmek, parçanın soğumak için en uzun süreye ihtiyaç olduğu parça kesitinin fazlalaştığı yerlerin nasıl davranış göstereceğini de dikkate alarak tasarlanması gerekir. Bu aşamada Tahmini Kalite Analizi ile birlikte Soğuma Kalitesi (Cooling Quality) Analizinden de faydalanıyoruz. Tahmini kalite analizinde gösterilen sarı yerler, soğuma zamanı çok uzun, bu ilerde ütülmede problem yaratabilir şeklindeydi. Soğuma kalitesi analizinde de elde ettiğimiz veriler devamdaki alt konu başlığındadır.
3. Soğuma Kalitesi (Cooling Quality): Resimde kırmızı ile gösterilen bölgeler soğuma kanallarının olması gereken yerleri hakkında bilgi vermektedir.
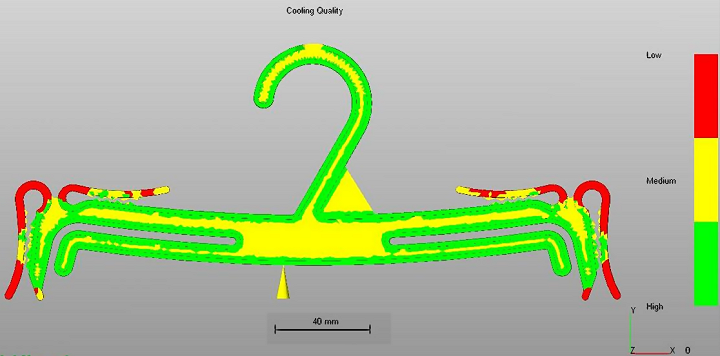
Şekil 12. Soğuma Kalitesi (Cooling Quality)
Soğuma zamanı çok uzun olan yerin soğutmasını iyi yaparak yani su kanalını o bölgeden yakın geçirerek bu olumsuzluğu gidermiş oluruz. Kalıpta su kanalını Tahmini Kalite ve Soğuma Kalitesi analizlerini dikkate alarak aşağıda görüldüğü gibi üst çelikten yatay altı adet ve parçada soğuma kalitesinin en kötü olduğu yerden geçirerek, alt çelikten de dört adet ve itici pimlerin arasından geçirebileceğimiz en uygun yerden geçirerek Şekil 13 teki gibi tasarladık.
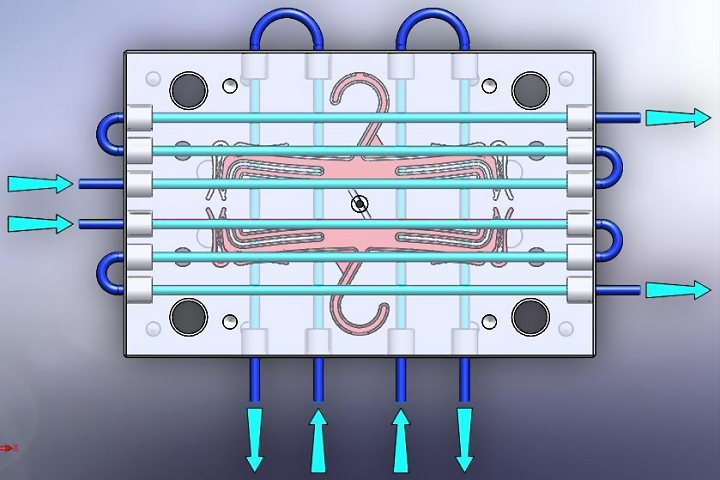
Şekil 13. Su Kanalı Tasarımı
Programın vermiş olduğu Kalıp sıcaklığını düşür önerisini kıyaslayabilmek için, kalıba enjeksiyon işlemi iki farklı yöntemle yapılmıştır.
Birinci yöntemde kalıp soğutması yapılarak parça basılmıştır. İkinci yöntemde ise kalıp soğutması yapılmayarak yani su kanalına soğutma suyu gönderilmeyerek parça basılmıştır. İki yöntemle de elde edilen ürünler Şekil 14’te gösterilmiştir.
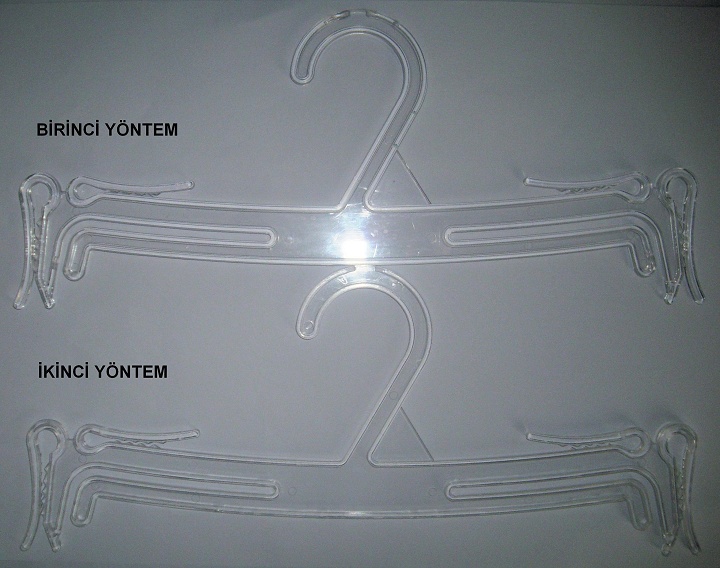
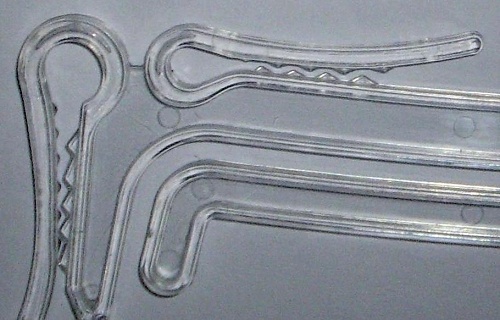
Şekil 14. Kalıp Soğutması Yapılarak ve Yapılmadan Üretilen Parça
Parçanın fonksiyonu gereğince, dişlerin olduğu yerlerde yaylanma özelliğinden yararlanılması gerekir. Birinci yöntemde kalıp soğutması yapıldığı için parçanın ütülenme devresi iyi gerçekleşmiş ve kalıptan çıktıktan sonra yaylanma fonksiyonunu yerine getirmek üzere dişler birbirinin içine geçerek sıkma kuvveti oluşturmuştur. İkinci yöntemde ise su kanalına soğutma suyu gönderilmeden enjeksiyon yapılmış ve birinci yöntemle aynı çevrim süresinde parça kalıptan çıkartılmıştır. Kalıp soğutulması yapılmadığı için ütülenme devresi tam gerçekleşmeden parça kalıptan çıkartılmış ve ütülenme devresinde parçadan alınması gereken ısı miktarı kalıp içinde değil atmosfer ortamında parçayı terk etmiştir. Bu yüzden yaylanma özelliğine sahip olması gereken kollar genişlemiş halde soğumuş ve yaylanma fonksiyonunu alamamışlardır. İki parça arasındaki farkı resme yakından bakarak görebiliriz.
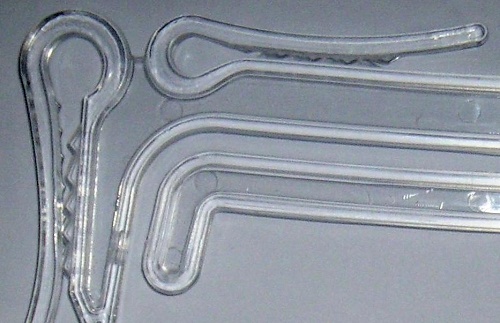
Şekil 15. Birinci Yöntemde Yaylanma Özelliği
Şekil 16. İkinci Yöntemde Yaylanma Özelliği
|
|
