
Giriş
Plastik enjeksiyon ile üretilen parçaların maliyetleri gerek parça, gerek kalıp tasarımında alınan kararlar ile şekillenmektedir. Yapılan araştırmalar, tasarımın ilk evrelerinde verilen mühendislik kararlarının parça maliyetini 70%-80% arasında etkilediğini göstermektedir.
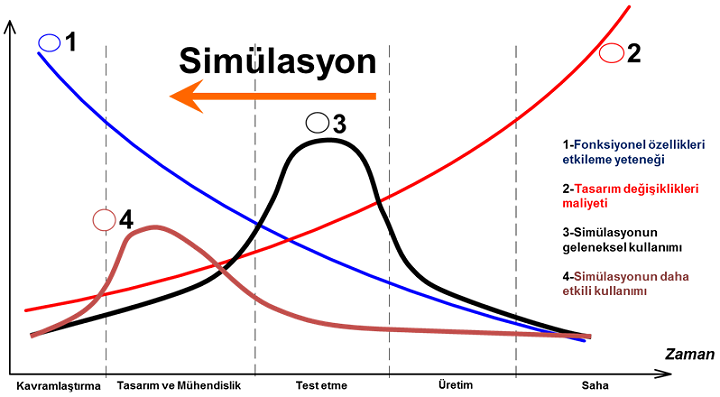
Şekil 1 Tasarım ve Simülasyonun Etkileşimi |
Simülasyon, tasarımın ilk evrelerinde, henüz ortada bir fiziksel prototip bulunmadan karar vericilere sağladığı bilgiler ile, ileride oluşacak maliyetlerin minimum düzeye indirilmesine yardımcı bir teknoloji olarak öne çıkmaktadır.
Bu çalışmada, işletmelerin plastik enjeksiyon maliyetlerini azaltmaya yönelik bir çalışma “Design of Experiment (DOE) Analysis” metodundan faydalanılarak gerçekleştirilmiştir. Örnek bir üretim için 2 farklı proses parametresinin optimum (en iyi) değerleri sayısal modelleme kullanılarak tespit edilmiştir. Analiz sonuçları ile, mevcut olan üretim şartlarında önemli iyileştirmeler sağlanabileceği görülmüştür.
Plastik Enjeksiyon ile Üretim
Plastik enjeksiyon, basınç ve sıcaklık yardımı ile eritilmiş plastik malzemenin bir kalıp içine enjekte edilerek şekillendirilmesi ve soğutularak kalıptan çıkarılmasını içeren bir üretim yöntemidir. Polimer adı verilen çoklu molekül yapısına sahip plastik malzemeler “Termoplastik” ve “Termoset” olarak iki grupta incelenir.

Şekil 2 (a) Termoplastik malzemeyle üretilen ürünler |
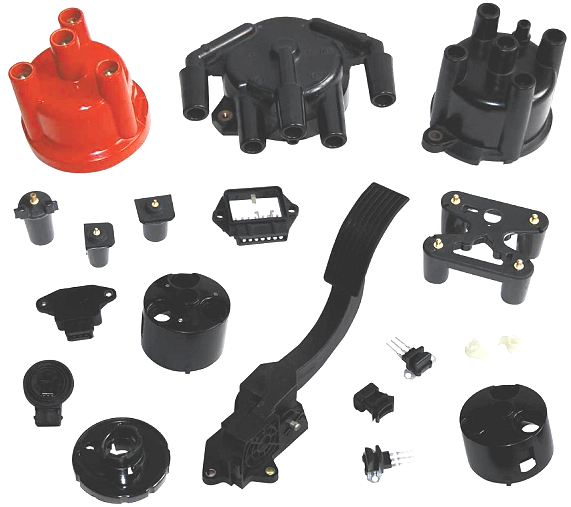
Şekil 2 (b) Termoset malzemeyle üretilen ürünler |
Kullanım alanlarına göre seçilen bu plastik türlerinin özelliklerinden bahsetmek gerekirse,
Termoplastik malzemeler;
- Yüksek sıcaklıklara dayanım gösteremezler, sertlik, mukavemet gibi özelliklerini kaybederler,
- Isıtıldığında yumuşar, soğutulduğunda sertleşirler,
- Yaklaşlık %70 oranında geri dönüşüm özelliğine sahiplerdir.
Termoset malzemeler;
- Yüksek sıcaklıklara dayanım gösterirler, sertlik, mukavemet gibi özelliklerini korurlar,
- Isıtıldığında yumuşama olmaz, ancak yüksek sıcaklıklara ulaşıldığında yanmaya başlarlar,
- Geri dönüşüm özelliğine sahip değillerdir.
Günümüzde hemen hemen her alanda plastik malzeme kullandığımız gibi, plastik ürünlerin birçoğu da enjeksiyon yöntemi kullanılarak üretilmektedir. Otomotiv, denizcilik, savunma sanayi, elektronik eşya gibi birçok sektörde çok çeşitli ebat ve kategorilerde plastik parçalar bu yöntemle üretilmektedir. Üretimin gerçekleştirildiği makineye “Plastik Enjeksiyon Makinesi” ismi verilir ve ilk plastik enjeksiyon makinesi 1930'lu yıllarda yapılmıştır.
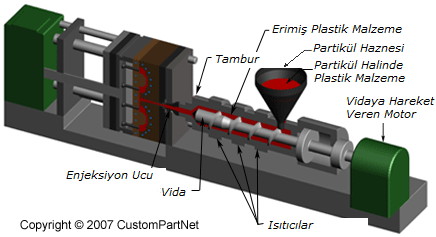
Şekil 3 Plastik Enjeksiyon Makinesi |
Bir enjeksiyon makinesi temel olarak üç ana bölümden oluşur, bunlar: Kapama Ünitesi (mengene), Enjeksiyon Ünitesi ve Kalıp Ünitesi'dir. Basit olarak incelendiğinde bir plastik enjeksiyon parçasının imalat süreci şu aşamalardan oluşur:
Malzemenin makineye koyulması
Granül halindeki malzeme, makineye enjeksiyon ünitesi üzerindeki hazneden eklenir.
Enjeksiyon
Malzeme rezistanslı ısıtıcılar ile ısıtılan silindir içine, elektrik motoru ile kumanda edilen bir vida vasıtası ile alınır. Vida dönerken sıkıştırma işlemi yaparak sıcaklık ve basınç altında eriyik hale gelen malzemeyi silindirin sonuna kadar ilerletir. Vidanın önüne kalıbı doldurmak için yeterince malzeme alındığında enjeksiyon işlemi başlar. Erimiş plastik, makinenin ucundaki bir meme vasıtası ile kalıbın içine gönderilir. Bu işlem esnasındaki basınç ve hız hidrolik vida ile kontrol edilir.
Ütüleme
Parçanın istenen ölçülerde olması ve görünümünde çeşitli hatalar (çöküntü, yamulma, eğilme, vs.) olmaması için ütüleme işlemi uygulanır. Bu aşamada kalıp içine enjekte edilmiş olan plastik eriyiğin, basınç uygulanarak kalıp boşluğunu iyice doldurması sağlanır. Plastik malzeme, kalıptaki soğutucular yardımıyla katı hale gelinceye kadar işlem devam eder. Kullanılan hammaddenin özelliğine, parça ebatlarına ve malzeme miktarına bağlı olarak işlemin süresi değişkenlik gösterir.
Soğutma
Enjekte edilen eriyik hammaddenin soğuyarak kalıbın içinde sertleşmesi süreci soğutma adımını oluşturur. Kalıbın soğutulması, kalıp içindeki soğutma kanalları vasıtasıyla yapılır. Soğutma için su veya yağ kullanılmaktadır.
Kalıp açma
Kapama ünitesi kalıbın iki tarafı ayrılacak şekilde açılır.
Çıkarma
Kalıp tipine göre maçalar veya iticiler vasıtası ile bitmiş parça kalıptan çıkarılır.
“Üretim Şartları”nın belirlenmesi
Çalışmamızda, mevcut olan üretim şartlarındaki değerlerin üretimi nasıl etkilediği ve optimum değerlerin üretime sağlayacağı katkılar hakkında öncelikle bilgi edineceğiz. Bu çalışma için örnek parçamız bir otomobil kapı kulpu yuvası olup, Şekil 4'te gösterilmiştir.

Şekil 4 Üretimi yapılacak olan kapı kulpu yuvası (Autodesk Showcase Kullanılarak) |
İlk adımda tasarımı CAD modeli olarak elde edilen parça, belirli ön işlemler (preprocessing) ile analize hazırlanmalıdır. Bu ön işlemler, geometrinin örülmesi (mesh atılması), malzeme değerlerinin girilmesi ve proses koşullarının tanımlanmasını içermektedir. Uygun üretim şartlarını belirlemek için ilk adım enjeksiyon giriş(ler)inin belirlenmesidir. Bilindiği üzere kaliteli bir üretim için enjeksiyon girişlerinin en iyi şekilde konumlandırılması ve boyutlandırılması gerekmektedir. “Autodesk Simulation Moldflow Insight” yazılımı ile en iyi enjeksiyon giriş bölgeleri otomatik olarak belirlenebilmektedir. Örnek parça için yapılan “Enjeksiyon Giriş Konumu Uygunluğu” (Gating Suitability) sonucu Şekil 5’te gösterilmiştir.
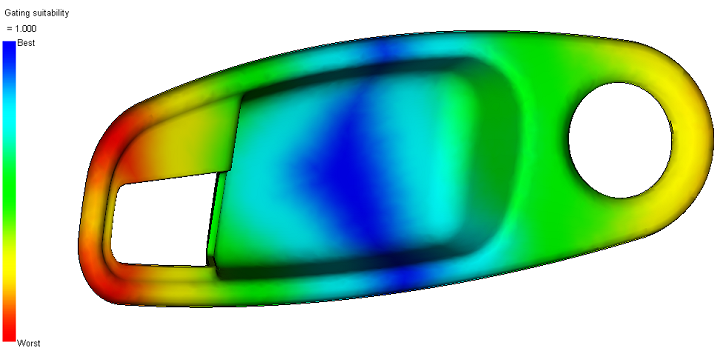
Şekil 5 “Gating Suitability” sonucu |
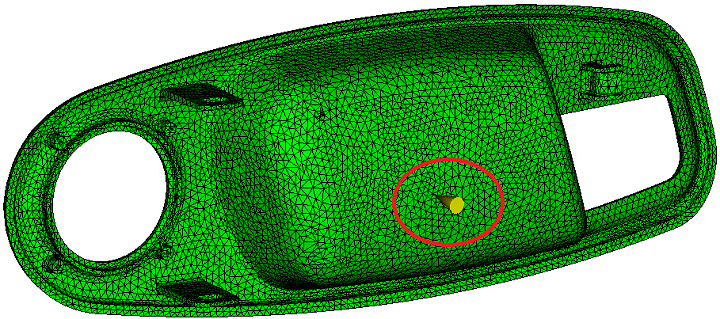
Şekil 6 Enjeksiyon Girişi Konumu |
Analiz sonucu elde edilen en iyi giriş noktası mavi renk ve civarı olarak görülmüştür. Yine örnek parça üzerinde, kulp yuvasının orta bölgesi giriş için en uygun konumdur. Bu ilk analiz sonrasında enjeksiyon girişi Şekil 6’da işaretlendiği gibi parçanın arka tarafı/orta kısmına yerleştirilmiştir.
Parçanın basılmasında kullanılacak malzemesinin cinsine göre kalıp sıcaklığı, eriyik sıcaklığı ve enjeksiyon süresi gibi proses değerleri “Molding Window” analizi ile tanımlanabilir. Parçanın üretimi için optimum değerler bu analiz tipi ile hesaplanabilir. Söz konusu örnek çalışma için elde edilen değerler Tablo 1’de belirtilmiştir.
Tablo 1 Molding Window analizi sonuçları
| Kalıp yüzeyi sıcaklığı (oC) |
62.22 |
Eriyik sıcaklığı (oC) |
255.79 |
Enjeksiyon süresi (s) |
0.56 |
Kalite kriterleri dahilinde, uygun proses değerleri elde edildikten sonra “Optimizasyon Analizi” kurulabilir. Proses ayarları için: kalıp yüzeyi sıcaklığı 62oC, eriyik sıcaklığı 255 oC ve enjeksiyon süresini 0.55s olarak belirlenmiştir. Optimizasyon çalışmasından kullanılacak DOE tablosu “Variable Responses (Face Centered Cubic)” yöntemi seçilerek oluşturulmuştur. Belirlenen değişken girdi değerlerinin sonuçlara olan etkisinin tanımlanması için değerler birbirinden bağımsız kalacak şekilde dağıtılmıştır.
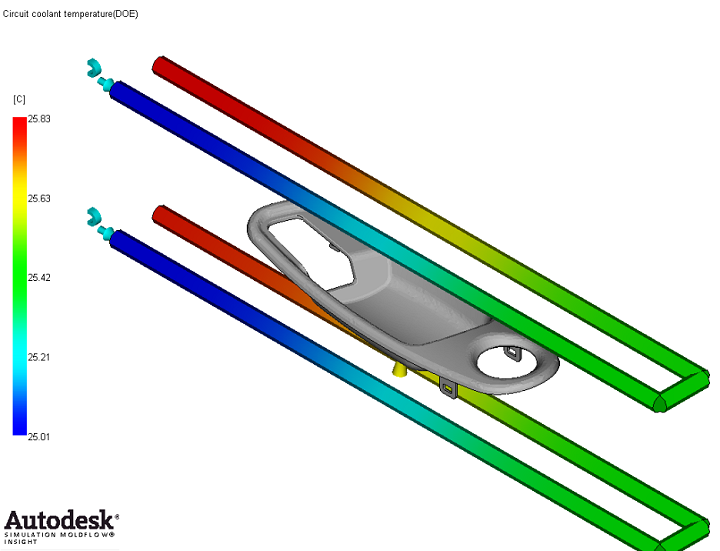
Şekil 7 Soğutma Kanalları ile Birlikte Modellenmiş Kalıp Boşluğu ve Soğutma Sıvısı Sıcaklık Dağılımı |
“Input” ve “Output” parametreleri, belirlenen optimizasyon çalışmasının tanımını oluşturmaktadır. Hangi girdi değerlerinin, hangi sonuçları etkiliyeceği bu adımda belirlenerek optimizasyon problemi tanımlanır. Enjeksiyon ile üretimde minimize edilmek istenen üretim maliyeti, çevrim süresi(cycle time) ve mengene kuvveti(clamp force) etkileri ile tanımlanmıştır. Belirli sürede daha fazla parçayı düşük tonajlı bir makine ile basmak, gerek ilk yatırımın, gerekse sürekli yatırımların en aza indirilmesi olarak tanımlanabilir.
Tablo 2 Optimizasyon ayarlarından “Input” ve “Output” değerleri
| Input (Girdi Değerleri) |
Output (Çıktı Değerleri) |
Eriyik Sıcaklığı |
Çevrim Süresi (Cycle Time) |
Enjeksiyon Süresi |
Soğutucu Kanal 1 - Soğutucu Akışkan Sıcaklığı |
Mengene Kapama Kuvveti (Clamp Force) |
Soğutucu Kanal 2 – Soğutucu Akışkan Sıcaklığı |
Optimizasyon algoritmaları tekil amaç(single objective) ve çoklu amaç(multi objective) olarak ayrılmaktadır. Analizi gerçekleştirdikten sonra elde ettiğimiz sonuçlarda “Mengene Kuvveti” ile “Çevrim Süresi” değerlerinin minimize edilmesi iki ayrı kriter olarak belirlenmiştir. Bu şekli ile yapılan çalışma çoklu amaç (multi objective) optimizasyona bir örnektir.
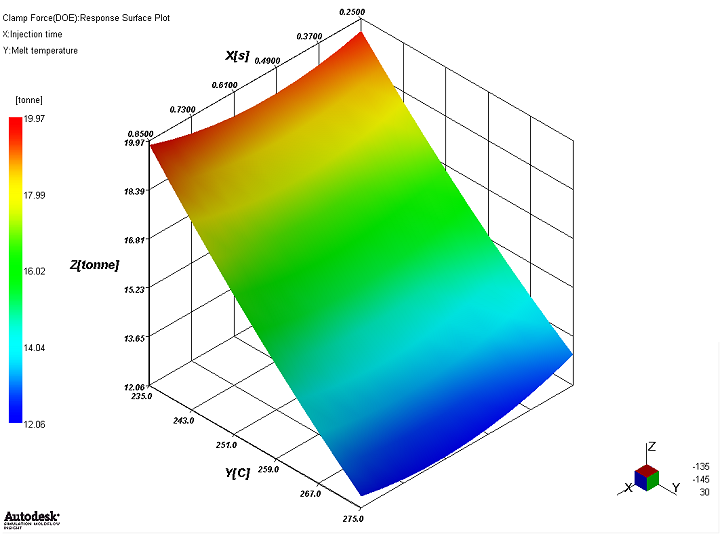
Şekil 8 Enjeksiyon Süresi ve Eriyik Sıcaklığı’nın Mengene Kuvveti’ne olan etkisi |
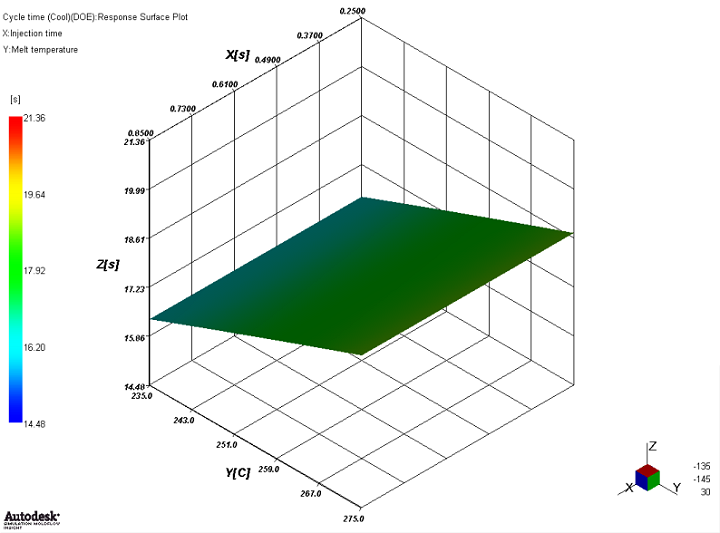
Şekil 9 Enjeksiyon Süresi ve Eriyik Sıcaklığı’nın Çevrim Süresi’ne olan etkisi |
Şekil 8 ve 9’de görüldüğü üzere, minimize edilmek istenen iki çıktı değeri birbiri ile çelişen şekilde değişmektedir. Bu gibi durumlarda tek bir optimum noktadan ziyade, optimum yüzeylerden bahsedilebilir. Literatürde “Pareto Frontier” olarak adlandırılan bu yüzey tüm optimum noktaların toplamından oluşmaktadır.
Tablo 3 - Proses Parametrelerinin “Mengene Kuvveti” ve “Çevrim Süresi”ne olan etkisi
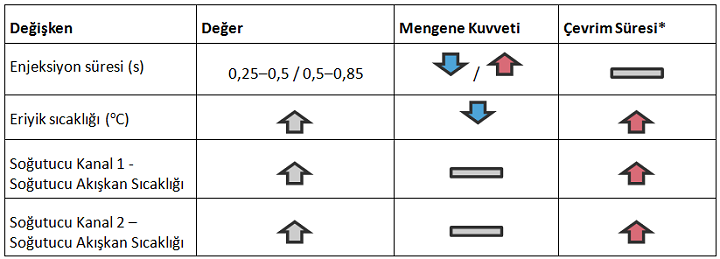
* Enjeksiyon Süresi’nin Çevrim Süresi’ne olan etkisi ihmal edilecek ölçüde olduğu için, Çevrim Süresi’nin değişmeyeceği kabul edilmiştir.
Tablo 3’de görüldüğü gibi, enjeksiyon süresi ile eriyik sıcaklığı, mengene kuvveti ile çevrim süresini farklı şekillerde etkilemektedir. Enjeksiyon süresi 0,25-0,5 s aralığındayken, mengene kuvveti azalmakta, 0,5-0,85 s aralığındayken ise mengene kuvveti artmaktadır. Aynı zamanda, eriyik sıcaklığı artarken mengene kuvveti azalmakta, bu sefer de çevrim süresi artmaktadır. Üretimin en verimli şekilde gerçekleşmesi için, bu değerlerin ortak noktalarının bulunup optimum şartların sağlanması gerekir.
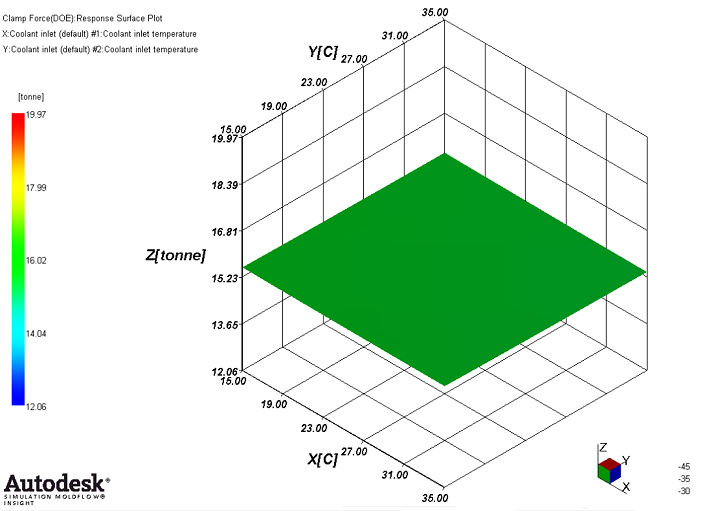
Şekil 10 Soğutma Sıvısı Giriş Sıcaklıkları’nın Mengene Kuvveti’ne olan etkisi |
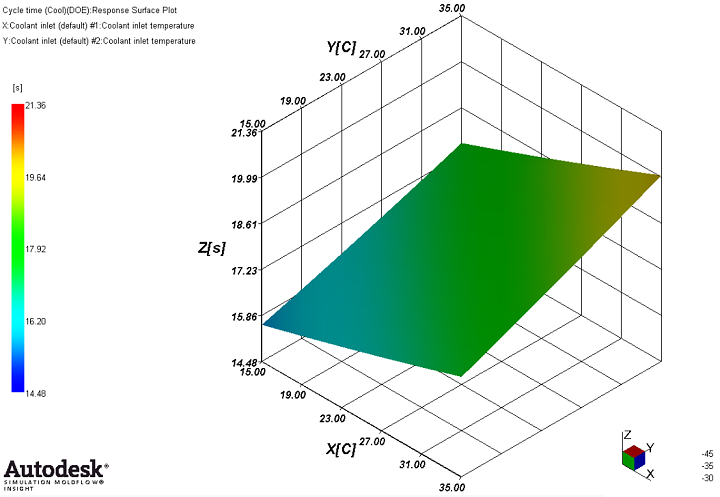
Şekil 11 Soğutma Sıvısı Giriş Sıcaklıkları’nın Çevrim Süresi’ne olan etkisi |
Şekil 10’da verilen soğutma sıvılarının sıcaklığına bağlı mengene kuvveti grafiği, mengene kapama kuvvetinin soğutmadan etkilenmediğini göstermektedir. Şekil 11 ise soğutma sıvıları giriş sıcaklıkları ve çevrim süresi arasındaki doğru orantıyı belirtmektedir.
Çıktı değerlerinin aynı grafikte gösterilmesi ile en optimum noktanın bulunması sağlanabilir. Şekil 12 ve 13’te DOE analizi ile hesaplanmış tasarım noktalarının çıktı değerleri görülmektedir. Bu grafiklerde en düşük çevrim süresi ve en düşük mengene kuvvetini veren nokta, en iyileştirilmiş nokta olarak öne çıkmaktadır.
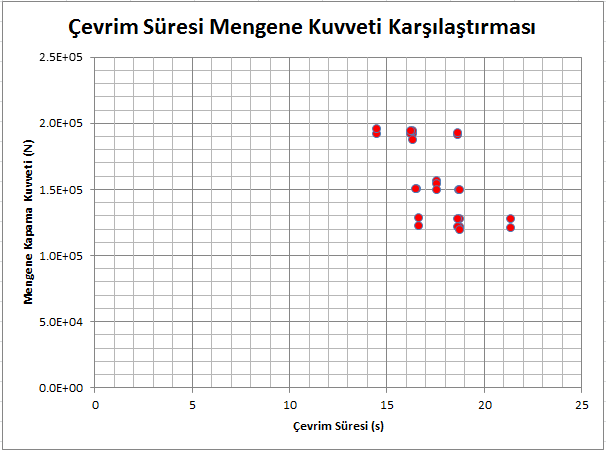
Şekil 12 Mengene Kuvveti ve Çevrim Süresi - DOE Analiz Sonuçları |
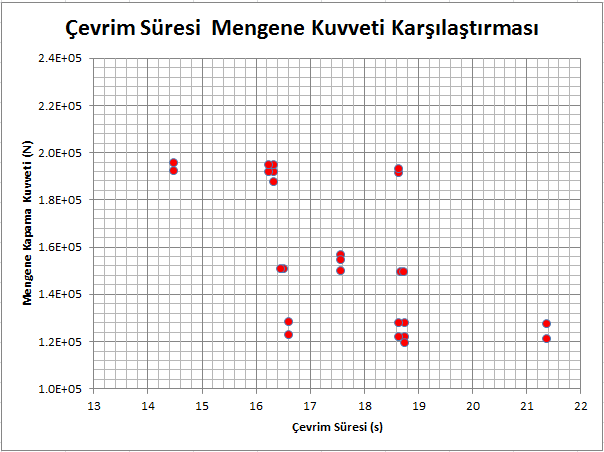
Şekil 13 Mengene Kuvveti ve Çevrim Süresi - DOE Analiz Sonuçları
(Noktalar kümesine odaklanılmış görüntü) |
Sonuç:
Şekil 14’te verilen kırmızı noktalar mengene kuvveti ile çevrim süresi değerlerinin birbirini nasıl etkilediğini göstermektedir. Verilen bazı noktalar düşük mengene kuvvetleri ile çalışıldığında çevrim süresinin uzadığını göstermektedir. Birbiri ile çelişen amaçların olduğu bu durumda optimum seçim diğer kriterler göz önünde bulundurularak, pareto frontier üzerinde yapılmalıdır.
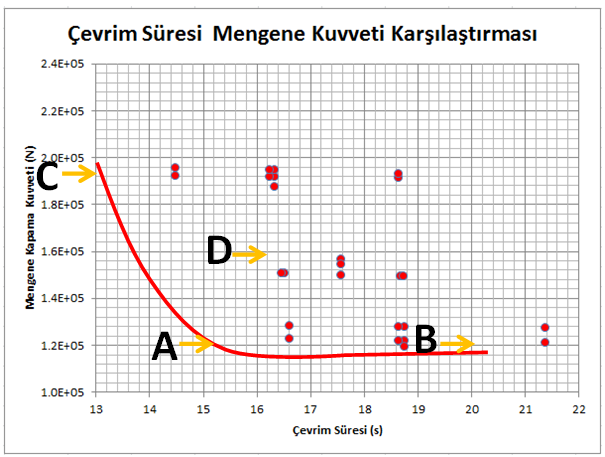
Şekil 14 Mengene Kuvveti ve Çevrim Süresi – İlk ve Optimum Noktalar
|
Grafik bilgileri doğrultusunda A, B, C, D noktaları incelenecek olursa,
- B noktası mengene kuvvetinin en düşük, ancak çevrim süresinin en uzun olduğu noktadır.
- C noktası çevrim süresinin en düşük, ancak mengene kuvvetinin en yüksek olduğu noktadır.
- D noktası mengene kuvvetinin de çevrim süresinin de fazla olduğu, verimsiz noktalardan biridir. Aynı zamanda bu nokta optimizasyon yapılmadan belirlenen durumu göstermektedir.
- A noktası ise hem en düşük mengene kuvvetini hem de en kısa çevrim süresini belirten optimum noktadır.
Tablo 4 A, B, C, ve D Noktalarının Karşılık Geldiği Değerler
Nokta |
Eriyik Sıcaklığı |
Enjeksiyon Süresi (s) |
Soğutucu Sıvı Sıcaklıkları ½ (C) |
Mengene Kuvveti (N) |
Çevrim Süresi (s) |
A (4) |
275 |
0.25 |
15/15 |
1.24E+005 |
16.6 |
B (7) |
275 |
0.25 |
35/35 |
1.20E+005 |
21.4 |
C (0) |
235 |
0.25 |
15/15 |
1.96E+005 |
14.4 |
D (16) |
255 |
0.25 |
25/25 |
1.92E+005 |
18.6 |
Sayısal modelleme ile elde edilen bilgi, doğru karar verebilmede büyük yarar sağlamaktadır. İşletmelerin üretim kapasitesine göre, üretim makinelerinin mengene kuvvetinin mi yoksa çevrim zamanının mı daha önemli olduğu da ayrıca göz önünde bulundurulabilir ve farklı işletmeler için grafikte farklı noktalar optimum nokta olarak seçilebilir.
Hazırlayan: Akro Mühendislik Ltd. Şti.
Akro Mühendislik Hakkında:
Akro Mühendislik Ltd. Şti. 2010 senesinde Yük. Mak. Müh. Can Özcan ve Dr. Mak. Müh. Metin Özen tarafından CAE alanında satış, eğitim ve danışmanlık hizmetleri vermek amacı ile kurulmuştur. Simulation ürün ailesi üzerine odaklanmış Autodesk yetkili satıcısı olarak, faaliyetlerini GOSB Teknopark Gebze’de sürdürmekte olan Akro Mühendislik; ayrıca Ozen Engineering (Kaliforniya) ile işbirliği içerisinde yurtiçi ve yurtdışı müşterilerine CAE konusunda hizmet sunmaktadır. |
