3.5 Yolluk Girişlerinin Tasarımı
Kavite girişleri (giriş) kaviteyi (ya da parçayı) yolluğa bağlar. Genellikle tüm sistemin en ince bölümüdür. Boyutu ve yeri çeşitli gereksinimler göz önüne alınarak belirlenir. Girişin yerini, şeklini ve boyutunu belirleyen faktörler aşağıda belirtilmiştir. Genel olarak giriş küçük, kalıplanması basit ve parçadan kolayca ayrılabilecek şekilde olmalıdır. Parçaya, onu distorsiyona uğratmayacak ve görünüşünü bozan izler bırakmayacak şekilde bağlanmalıdır.
Girişin parça üzerindeki yeri bu yüzden özel bir önem kazanmaktadır.
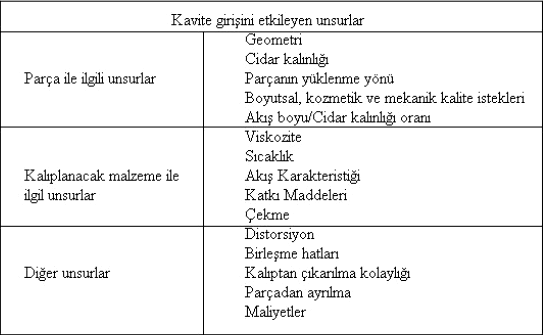
Tablo 2 Kavite Girişlerini Etkileyen Faktörler
Giriş çeşitli konfigürasyonlardan herhangi birine sahip olabilir. Nokta giriş veya kenar giriş şeklinde olabilir. İleride daha detaylı olarak anlatılacak olan yolluk girişi ile aynı olan direk giriş şeklinde özel bir formda olabilir. Bu durumda giriş sistemin en dar noktası olmaz ve parçadan ayrılması için ilave bir kesme işlemi gereklidir.
Bütün diğer giriş türleri sisteme birtakım kısıtlamalar getirirler ve sistem kolay kalıplama ve ayrılma yönünden gerçekleşmesi daha zor bir hal alır. Malzeme, yolluklar yada girişler gibi dar kanallarda akarken, akışa karşı ciddi bir dirençle karşılaşır. Enjeksiyon basıncının bir kısmı bu direnci yenmek için kullanılır ve ergimiş malzemenin sıcaklığı fark edilebilecek bir şekilde artar. Bu çok istenen bir durumdur çünkü;
• Kaviteye giren ergimiş malzeme daha akışkandır ve kaviteyi daha iyi doldurur,
• Giriş civarlarındaki malzeme ısındığı için girişteki donma gecikir.
Optimum giriş boyutları malzemeyi ısıl olarak hasara uğratmayacak ve çok yüksek basınç kayıplarına neden olmayacak şekilde olmalıdır.Giriş boyutları hesaplama ile veya deneme baskısı sırasında deneme yoluyla saptanır. Bu esnada yolluklar da dengelenebilir. Bunun anlamı her girişin ergimiş malzemenin kavitelere aynı zamanda girmesini sağlayacak şekilde yapılmasıdır. Bu şartın önemi aşağıdaki şekillerde gösterilen hatalı üretilmiş parçalarda kolaylıkla görülebilir. Pratikte özellikle çok kaviteli kalıplarda girişler önce gereğinden küçük yapılır. Daha sonra denemeler esnasında elde edilen verilerle girişler bütün kaviteler üniform olarak dolana kadar genişletilir. Bu işlem oldukça fazla uzmanlık ve mekanik üretim yeteneği gerektirmektedir. Bu zaman alıcı işlem günümüzde yerini yolluk sisteminin boyutlarının hesaplama ile bulunması yöntemine terk etmiştir. Bu durumda bütün girişler aynı boyutta olmaktadırlar.
Aşağıda girişlerin uygun yerlerini ve boyutlarını göstermektedir. Giriş dairesel, yan dairesel veya dikdörtgensel şekilde olabilir. En uygun olanı dikdörtgensel olanıdır.
Kalıptan en kolay ayrılabilen ise yarı dairesel olandır.
Şekil 39 Giriş kesitleri ve yolluk üzerindeki pozisyonları
Girişin yolluğa en iyi şekilde bağlanışı da yine aynı şekilde gerçekleşmektedir. Bu bağlantı tek başına kalıbın dolması süresince kavite içindeki, en iyi akış karakteristiğini sağlamaz.
Bazı plastiklerde donmuş olan yüzey tabakası yerinden koparak kavite içine taşınır ve parçada istenmeyen izlere neden olur. Ergimiş plastik kavite içine jet halinde de girmemelidir ancak giriş orifisinden başlayarak kaviteyi üniform şekilde doldurmalıdır. Jet halinde kaviteye giren malzeme, arkasından gelen malzeme tarafından tekrar ergitilemediği için, parçanın görünümünü bozan izlere neden olur. Kritik olmayan hallerde geçiş bölgesinde yapılacak olan bir geçiş yarıçapı bu etkiyi azaltacaktır.
Nokta ve tünel girişler için ise önerilen boyutlar aşağıdaki şekilden bulunabilir.
Daha önceden de bahsedildiği gibi girişin boyutları kalıplanacak malzeme ve parçanın kesit kalınlığı tarafından belirlenir. Daha büyük viskoziteli ve daha kalın kesitli parçalarda daha büyük giriş kullanılır. En kalın kesit giriş boyutunu belirlediği için girişin buraya konulması tek mantıklı çözümdür. Eğer giriş en kalın kesitten yapılmazsa parçada boşluklar ve çökme izleri meydana gelir. Bunun nedeni giriş bölgesinin gereğinden önce dolmasından dolayı tutma basıncının etkime süresinin çok kısa olmasıdır.
Şekil 40 Nokta (solda) ve tünel (sağda) girişler için önerilen boyutlar
Parçanın kalitesi de girişin parça üzerindeki yeri tarafından belirlenir. Bu konu bir sonraki bölümde ele alınacaktır.
Girişin pozisyonu kavite içindeki malzeme akışının doğrultusunu tespit eder. Akış
doğrultusundaki fiziksel özellikler ve çekme çoğu durumda akışa dik doğrultuda olanlardan farklıdır. Bu durum moleküllerin oryantasyonundan kaynaklanmaktadır. Bu oryantasyonu derecesi özellikle ince cidarlı parçalarda daha fazladır. Çekme ve kırılma dayanımları için en iyi değerler akış yönünde aide edilirken, akışa dik doğrultuda tokluğu azalıp ve gerilmelerden dolayı meydana gelen çatlak oluşumu eğilimi artar. Aşağıdaki şekiller farklı giriş yerlerinin akış yolunu ve parçanın dayanımını nasıl etkilediğini göstermektedir.
Kalıp yapılmadan önce parça üzerindeki yüklemelerin ve asal gerilmelerin saptanması
gerekir. Bu durum elyaf takviyeli malzemeler için daha da önemlidir çünkü elyaflar parçanın maruz kaldığı maksimum çekme gerilmesi ile aynı doğrultuya sahip olmalıdır. Takviye olarak kullanılan elyaflar ancak bu doğrultuda gerektiği gibi yük taşıyabilirler. Takviye edilmemiş yüksek viskoziteli malzemelerde çekme, oryantasyon yönü ile aynı yönde olur
Eğer elyaf takviyeli malzemelerde akışa dik doğrultuda bir oryantasyon varsa parçada
distorsiyonlar oluşur. Ancak bu durum olayın sadece bir yanıdır.
Şekil 41 Ergimiş malzemenin değişik pozisyonlardaki girişlerde izlediği akış yolu
Şekil 42 Uzun kenarda konumlandırılmış giriş
Şekil 3.20’te görüldüğü üzere moleküler oryantasyon akış yönüne diktir C-D kesitindeki
mekanik dayanım A-B kesitindekinden fazladır.
Şekil 43 Kısa kenarda konumlandırılmış giriş
Şekil 3.21’da moleküler oryantasyon akış yönüne diktir. A-B kesitindeki mekanik dayanım C-D kesitindekinden fazladır.
Şekil 44 Parça kalitesi üzerinde giriş pozisyonunun etkisi
Öte yandan ergimiş malzemenin farklı taraflardan akarak birleştiği yerlerde kaynak hatları oluşur. (Şekil 3.22). Bunlar her zaman görünüş bozukluklarına yol açarlar ve likid kristal yapıdaki malzemelerde veya elyafla takviye edilmiş malzemelerde mekanik olarak çok zayıf bölgelerdir. Kaynak hatlarına daha yakın girişlerde malzeme daha sıcak olacağından daha iyi bir birleşme meydana gelir. Bu durum özellikle dolmanın devam ettiği veya tutma basıncı altında birleşme bölgesinden malzeme akışının devam ettiği durumlar için geçerlidir. Bu durumda mekanik özellikler daha iyi olacaktır.
Şekil 45 Deliklerin ve kanalların ardında oluşan birleşme hatları
Büyük yüzey alanına sahip veya yanal federleri olan parçalarda üniform soğuma ve aynı anda ergimiş malzemenin homojenliğini arttırmak için parçanın bir kenarından diğerine birden fazla giriş yerleştirilebilir. Eğer birleşme hatları ve girişler arasındaki mesafe kısa ise birleşme daha iyi olacak ve parça bir bütün olarak daha uygun özelliklere sahip olacaktır.
Şekil 46 Çoklu nokta, kenar girişler ve eşit akış boylan prensibi
Yukarıdaki şekil bu duruma ait örnekleri göstermektedir. Kolay ve muhtemelen otomatik olarak parçadan ayrılabilen çoklu nokta giriş genellikle tercih edilir. Öte yandan kenar giriş bu tür parçalar için daha iyi özellikler sağlar.
Direkt giriş en basit ve en eski giriş çeşididir. Dairesel bir kesite sahiptir, kesiti gittikçe artar ve en büyük kesitine ulaştığı yerde parça ile birleşir. Direkt giriş, parçanın her zaman en kalın kesitinde olmalıdır. Uygun boyutlarda yapıldığında parçanın katılaşması süresince tutma basıncı etkin olur ve hacimsel çekmenin kompanze edilmesi için kalıp içine katılaşma süresince ilave malzeme transfer edilebilir. Bu durumda parçada boşluklar ve çökmeler meydana gelmez.
Şekil 47 Direkt giriş
Yolluk girişinin iki şekilde elde edilebileceği akılda tutulmalıdır. Eğer bir yolluk burcu
kullanılacak ise parçada engellenmesi çok zor olan bir iz bırakacaktır. Eğer bu istenmiyorsa, bu dezavantajı ortadan kaldırabilmek için yolluk girişi doğrudan sabit kalıp plakasına açılır.
Şekil 48 Yolluk burcu kullanılan (solda) ve yolluk girişi kalıba işlenen (sağda) yolluk girişi
Kenar giriş öncelikle geniş yüzeylere ve ince et kalınlıklarına sahip parçalarda kullanılır.
Aşağıda sayılan avantajlara sahiptir.
- Bütün parça genişliği boyunca paralel oryantasyon (özellikle optik parçalar için önemli)
- Her durumda akış doğrultusunda ve yanal doğrultuda üniform çekme
- Parça yüzeyinde istenmeyen giriş izlerinin bulunmaması.
Yolluk girişini terk eden ergimiş malzeme önce kaviteyi dar bir kısım ile yolluk sistemine bağlayan ilave dağıtıcı kanala girer. Bu dar kesitli bölge kalıbın dolması süresince bir boğaz görevi görür. Böylece malzeme kaviteye girmeden önce kanal malzeme ile dolar.
Bu tür bir boğazın genişliği viskozite değiştiğinde modifiye edilebilmelidir.
Dağıtıcı kanal genellikle dairesel bir kesite sahiptir. Aşağıdaki şekildeki
bağıntılar boyutları belirler. Bu boyutlar kenar girişin bir varyantı olan ve daha sonra
bahsedilecek olan halka girişin boyutları ile mukayese edilebilir.
Şekil 49 Dairesel dağıtım kanallı kenar giriş
Dairesel kanalın yanı sıra bazen balık kuyruğu şeklinde bir kanal ile de karşılaşılabilir. . Bu şekilde bir giriş daha fazla işçilik ve daha fazla malzeme sarfiyatı ile birlikte kavite içinde plastik malzemenin paralel olarak akması sonucu beraberinde mükemmel bir parça kalitesini de getirmektedir.
Şekil 50 Üniform akış hızı için ayarlanmış kenar giriş
Disk giriş silindirik parçaların tüm kesitlerinin üniform şekilde dolmasını sağlayan bir giriştir.
Disk düzlemsel bir daire şeklinde veya 45° lik tepe açısına sahip bir koni (şemsiye giriş) şeklindedir ve ergimiş malzemeyi parçanın en büyük çapı üzerinden bütün parçaya yayar. Böylece parçadaki birleşme hatlarının oluşumu dezavantajı ortadan kalkar. Eğer parça girişi birkaç yerden yapılmışsa bu hatların oluşması engellenemeyebilir. Bunun yanı sıra disk giriş ile olası distorsiyonlardan da kaçınılmış olur.
Şekil 51 Disk girişler
Şemsiye giriş parçaya direk veya bir geçiş kısmı ile bağlanabilir. Hangi türün seçileceğine parçanın cidar kalınlığına bakılarak karar verilir. Diskin tasarımı yukarıdaki de gösterildiği gibi diskin yerine göre değişir. Böylece disk giriş çıkıntıları veya girintileri olan silindirik parçaların maça olmadan kalıplanabilmesine izin verir.
Şekil 52 45° açılı disk giriş
Halka giriş uzun oldukları için her iki tarafları da çekirdek tarafından desteklenen uzun silindirik parçaların kalıplanmasında kullanılır.
Ergimiş malzeme yolluk girişinden sonra parçaya ince bir kanal ile bağlanan ana kanala girer. İnce kanal dar bir kesite sahiptir ve kalıbın dolması süresince bir boğaz görevi görür. Böylece, boğazdan geçerek kaviteye ulaşan malzeme önce ana kanalı doldurur. Halka giriş içinde bir birleşme hattı olmasına rağmen bu birleşme hattının etkisi boğazın ince kesiti tarafından sınırlanarak kompanze edilir ve birleşme hattı ya çok zor fark edilir yada hiç fark edilmez.
Şekil 53 Halka giriş ve çekirdek destekleri
Bu girişin özel avantajı parçayı oluşturan çekirdeklerin her iki uçtan da desteklenmesine olanak sağlamasıdır. Bu durum göreceli olarak uzun (boy/çap oranı 5/1 den büyük olan) silindirik parçaların cidar kalınlığı sabit kalarak kalıplanabilmesini sağlar. Halka giriş silindirik parçaların kalıplandığı birden fazla kaviteli kalıplarda da kullanılır. Disk giriş de tasarım olarak halka girişe benzemesine rağmen ne kalıbın çok kaviteli olmasına ne de çekirdeklerin her iki uçtan desteklenmesine izin verir. Halka girişin boyutları kalıplanan plastiğin türüne, parçanın ağırlığına, boyutlarına ve akış boyuna bağlıdır. Aşağıdaki şekil dairesel kesitler için genellikle literatürde rastlanan boyutları göstermektedir. Halka girişler aşağıdaki şekilde gösterildiği gibi farklı türde kesitlere de sahip olabilirler. Bu tür kesitlerin tasarım için gerekli veriler yine aynı şekilde gösterilmiştir.
Şekil 54 Dairesel kesitli halka giriş
Şekil 55 Kare kesitli halka giriş
Yukarıdaki şekillerde (Şekil 8.20) gösterilen halka girişler literatürde dış halka giriş olarak adlandırılır. Aşağıdaki şekilde (Şekil 8.21) gösterilen halka giriş ise iç halka giriş olarak adlandırılır. İki birleşme hattının oluşmasına neden olan bu tür halka girişin işlenmesi daha pahalıdır ve çekirdeklerin her iki uçtan da desteklenmesi daha kompleks bir hal alır.
Şekil 56 İç halka giriş
Tünel giriş öncelikle yandan giriş yapılabilecek küçük parçaların üretimi için çok kaviteli kalıplarda kullanılır. Tek ayırma yüzeyi olan kalıplar için yolluğu parçadan otomatik olarak ayırabilen tek giriş şekli tünel giriştir. Parça ve yolluk ayırma yüzeyi üzerinde aynı düzlemdedirler. Yolluk kaviteye yakın olan bir noktaya kadar açılı olarak devam eder. Açılı kısım konik şekilde daralarak kavite girişindeki dar kanala bağlanır. Kavite duvarına açılmış olan tünele benzeyen kanal kavite ve tünel arasında keskin bir kenar oluşturan dar bir açı meydana getirir. Bu keskin kenar parçayı yolluk sisteminden ayırır.
Tünel için iki tasarım seçeneği vardır. Tünel ya bir noktasal giriş ile parçaya bağlanır yada keskin köşeli kanalın bir köşesi kaviteye patlatılarak oluşan delikten bağlantı sağlanır. İlk halde parçaya geçiş dairesel, ikinci de ise eliptiktir. İkinci bahsedilen tür daha yavaş soğuduğu için tutma basıncı için daha uzun bir zaman sağlar. İşlenmesi de bir pantograf çakısı ile bir seferde yapılabildiği için pahalı değildir.
Şekil 57 Tünel giriş
Parçanın kalıptan çıkarılması için parça ve yolluk sistemi hareketli kalıp yansında kalmalıdır.
Bu parça ve yollukta bir girinti yapılarak gerçekleştirilebilir. Eğer bir girinti yapmak mümkün değil de kase şeklinde parçalarda olduğu gibi kalıp sıcaklık farkından yararlanılarak parça hareketli kalıp yansında bıraktırılabilir. Eğer kesici kenar sabit kalıp yansında ise parça yolluk sisteminden kalıp açılır açılmaz ayrılır. Ardından parça ve yolluk kalıptan çıkartılır.
Şekil 58 Otomatik yolluk iticili tünel giriş
Bu sistem sünek malzemeler için sorunsuz olarak çalışır. Kırılgan malzemeler için ise kalıbın açılması süresince oluşan engellenmesi mümkün olmayan eğilmeden dolayı kırılma riski vardır. Bu yüzden yolluk sisteminin kalın yapılarak kalıptan çıkarılma süresince sıcak, dolayısı ile daha esnek kalmasının sağlanması tavsiye edilir.
Şekil 59 Eğri tünel giriş
Şekil 60 Tünel giriş ile içten giriş
3.6. Soğutma Sistemi
Kalıp tasarımında en önemli etkenlerden birisi de yeterli ve uygun kalıp soğutmasıdır. Bütün plastik enjeksiyon kalıplarında, sıcak kalıplar da dahil olmak üzere, kalıbın diğer bir görevi ergimiş plastiğin soğumasını sağlamaktır. Kalıp tasarımında soğutma sisteminin ayrı bir önemi vardır. Sıcak kalıpta erimiş plastik, kolayca akmasına rağmen, baskının soğuyup kalıptan dışarı atılabileceği sıcaklığa düşme süresi uzar. Bunun tersi olarak, soğuk kalıpta erimiş plastiğin soğuması çabuk olur, bazı durumlarda kalıbı doldurmadan soğuyup sertleşir. Bu iki durum arasında bize en uygun baskı süresini elde ederiz.
Hızlı soğuma proses maliyetini düşürecek, her yerde aynı olan soğuma parça üzerinde oluşan farklı çekmeleri, iç gerginlikleri, kalıp ayırma problemlerini azaltacak ve ürün kalitesini arttıracaktır. Kalıp soğutma işlemi yeterli ve uygun şekilde yerleştirilecek soğutma kanalları ile sağlanır. Bu kanalların yerleşimi kalıbın şekli ile uyumlu olmalı ve oyuk duvarlarına mümkün olduğu kadar yakın olmalıdır. Soğutma kanallarının kalıp yüzeyinden olan uzaklığı arttıkça ısı transferinin verimindeazalma olur ve kanallar arası mesafe arttıkça kalıp yüzeyindeki sıcaklık dağılımı değişir.
Şekil 61 Tavsiye edilen kalıp soğutma kanalları çap ve hatve değerleri
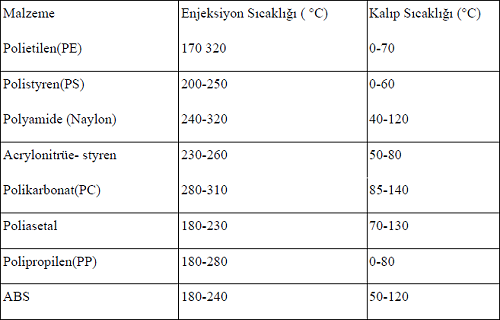
Tablo 3 Çeşitli malzemelerin enjeksiyon ve kalıp sıcaklıkları
Tabloda görüldüğü gibi plastik malzemelerin enjeksiyon ve kalıp sıcaklıkları oldukça geniş bir aralıkta bulunmaktadır. Bu sebeple tasarımcının ve malzeme tedarikçisinin tecrübeleriyle tavsiye ettiği en uygun sıcaklıklar seçilmelidir. Tecrübeli bir kalıp tasarımcısı kalıplanan ürüne ait plastik malzemenin fiziksel özelliklerinin ve görünüşünün soğutma sistemine bağlı olarak nasıl değişeceğini bilmelidir. Örneğin kalıplanan ürün kırılgan veya yetersiz parlaklıkta olmasının sebebi çok hızlı soğuma veya çok düşük kalıp sıcaklığı olabilir.
Çok yavaş soğumada veya kalıp yeterli soğuklukta olmaması halinde ise üründe istenmeyen kristalleşme gözlenebilir.
Soğutma sıvısı olarak genellikle su kullanılır. Kullanılan suyun kireçli olması kalıbın uzun süreli çalışmasında soğutma kanallarının tıkanmasına yol açabilir. Ayrıca kanal çeperini kaplayan kireç tortusu ısı transferini olumsuz etkileyecektir. Kalıp çıkışında ısınan su kapalı bir çevrim ile soğutma kulesine veya kulelerine gönderilerek kuleler vasıtasıyla sıcaklığı düşürülür ve soğumuş olarak tekrar kalıbın soğutma kanalları girişine gönderilir. Bazı plastik malzemelerde ise ABS veya PC gibi kullanılacak soğutma suyu kalıba girmeden bir ısıtıcıdan geçirilerek sıcaklık belli bir seviyeye getirilir. Çünkü kalıbın sağlıklı çalışabilmesi için kalıbın belli bir sıcaklıkta tutulması gerekmektedir. ABS ve PC kalıp içerisinde çok çabuk akıcılığım kaybettiği için kalıbın sıcak tutulması plastiğin ikisini kolaylaştıracaktır.
Su ile soğutmanın uygun olmadığı veya su ile soğutmanın kalıba ve kalıplanan parçaya arar verdiği hallerde, basınçlı havayla soğutulur. Basınçlı havayla yapılacak kalıp soğutma sisteminde basınçlı hava, kalıp içerisine açılan kanalları dolaşarak kalıptan ayrılır. Soğutma etkisi, su soğutmalı sisteme oranla daha yavaştır. Bu nedenle genellikle et kalınlığı az ve kalıp sıcaklığının çok fazla değişmesi gerekmeyen kalıplama işlemlerinde, basınçlı havalı soğutma sistemi kullanılır.
Enjeksiyon kalıbı, hızlı ve her yerde aynı olacak şekilde soğutulmalıdır. Soğutma devresi, bazen soğutma kanalının kalıptaki diğer kanallara yakın delinmemesi gerektiğinden karmaşık hale gelebilir. Kalıp plakasında birçok delik mevcuttur, örneğin; burç delikleri, itici pim delikleri,lokma delikleri vb. Soğutma kanalının diğer deliklere emniyetli olarak ne kadar yakın açılacağı delinecek soğutma kanalının uzunluğuna büyük ölçüde bağlıdır. Derin delerken delmenin daima belirlenen yolundan kaçma eğilimi gösterdiği (düz delinmediği) görülür. Genelde 150mm’lik deliklerde kullanılan kural, soğutma kanalının herhangi bir deliğe 3mm’den daha yakın delinmemesidir. Daha uzun soğutma kanalları için bu uzaklık 5mm’dir. Kalıp tasarımında soğutma ünitesinin de var olacağı düşünülerek kalıpta bulunacak
komponentlere ve iticilere tolerans verilmelidir veya soğutma devresinde en iyi pozisyonu yakalamak için, dizayn esnasında bunu mümkün olduğunca erken planlamak gerekir. Soğutma kanalları yüzeye uzak olursa gerekli soğuma istenen sürede yapılamayacaktır. Eğer soğutma kanalları yüzeye çok yakın olursa soğuma süresi azalır fakat yüzey sıcaklığı plastiğin akışkanlığını olumsuz yönde etkileyecek şekilde azalmış olur ve ürünün yüzey kalitesi kötü olur. Soğutma kanallarının arasındaki mesafeler yüzeye olan mesafeleri dikkatlice hesaplanmalıdır. Ayrıca kalıbın alt ve üst tarafındaki soğutma da dengeli olmalıdır çünkü kalıptan çıktıktan sonra farklı sıcaklıkta olan alt ve üst yüzeylerde deformasyon oluşur. Soğutucu kanallarının boyutları kanal içerisinde türbülans olacak şekilde tasarlanmalıdır. Yanlış soğutma sistemi parçada çarpılmalara, iç gerilmeler oluşmasına, doldurma problemlerine ve parçada izler oluşmasına sebep olabilir. Ayrıca soğutma sistemi, çevrim süresini etkileyen en önemli parametredir zira kalıpta bekleme süresinin yaklaşık %80’i soğuma sürecine ayrılır.
3.6.3 Soğutma Kanallarının Tasarımı
Parçada tüm kesitlerde ve özellikle de kritik kesitlerdeki gerekli ısı akısını sağlamak için önemli zorlukların aşılması gerekebilir. İnce bir kalıp çekirdeği bahsedilen bu zorlukların aşılması gereken karakteristik bir örnektir.Artan soğuma zamanı gibi yol açacağı ciddi sonuçların farkına varılmadığından dolayı veya üretimden kaynaklanan sebeplerden dolayı bu tür çekirdekler çok sık olarak özel bir soğutma önlemi alınmaksızın bırakılırlar. Soğuma kalıp gövdesinden çekirdeğin uç kısmına doğru olur. Enjeksiyon ve itici zamanlan arasındaki zamanın azalması ile azalan çekirdeğin soğuma zamanı dolayısıyla ayrı bir soğutma yapılmadığı için çekirdeğin sıcaklığının artması kaçınılmaz olur. Parçanın kalıptan çıkarılma sıcaklığını çekirdek sıcaklığı olarak tanımlamak mümkündür. Eğer çekirdeğin tabanı tam olarak soğutulursa, çekirdeğin ucu ile tabanı arasında istenmeyen bir sıcaklık farkı oluşur. Çekirdek duvarı ile soğutucu arasındaki sıcaklık farkının yüksek olması kalıbın kararlı ısıl dengeye gelmesini önler bozar..
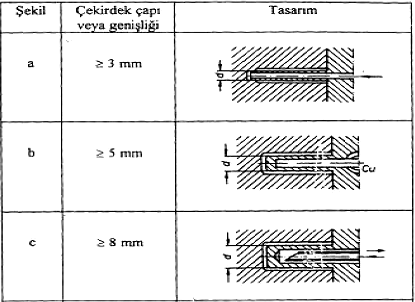
Tablo 4 Çekirdek soğutma teknikleri
Soğutma boruları sadece çekirdeklerin soğutulmasında değil aynı zamanda soğutma kanallarının delinemeyeceği düz kalıp kısımlarında da kullanılırlar.
Şekil 62 Soğutma borulu bir çok kaviteli kalıp ve soğutma suyu bağlantıları
Şekil 63 Çekirdeklerin seri soğutulması
Dairesel parçalar için pratikte başarı ile kullanılan sistem aşağıdaki şekilde gösterilmiştir. Soğutucu merkezden (girişin tam karşısı) parçanın kenarına spiral bir kanal içinde akar. Bu sistem en sıcak noktada, parça ve soğutucu arasındaki en yüksek sıcaklık farkını sağlar. Soğutucu spiral kanal boyunca akarak sıcaklığı yükselirken ergimiş malzeme de akış boyundan dolayı aynı oranda soğur. Sıcaklık farkı gittikçe azaldığı için daha az ısı uzaklaştırılır. Bu da daha üniform bir soğuma sağlar
Şekil 64 Spiral soğutma kanalının tasarımı
Şekil 65 Doğrusal soğutma kanalları (Dairesel parçalar için kötü bir tasarım)
Göreceli olarak daha pahalı bir soğutma sistemi de aşağıdaki şekilde gösterilmektedir. Soğutma kanalı, soğutucuyu spiral bir kanal içinde merkezden kenara doğru taşıyacak şekilde plakaya oyulmuştur. Bu sistem maliyetinden dolayı sadece merkezden girişli kalıplar için uygundur. Merkezden girişli dikdörtgensel parçalar için diğer soğutma sistemleri de aynı oranda etkilidir ve bunlar maliyet açısından daha avantajlıdırlar. Sistem kalıp plakasına delinmiş kör deliklerden meydana gelmiştir.
Şekil 66 Dikdörtgensel parçalar için spiral soğutma kanalı tasarımı
Şekil 67 Ekonomik bir soğutma sistemi örneği
Eğer parça yandan girişli ise soğutucu da yandan girebilir. Çok kaviteli kalıplarda yüksek kaliteli parçalar her kavite için aynı soğuma koşullarının sağlanması ile elde edilebilir. Bunun için de her kavite ayrı olarak soğutulmalıdır. Kavitelerin ayrı olarak soğutulması aşağıdaki şekilde gösterildiği gibi çok sayıda soğutma devresinin paralel olarak dizilmesi ile elde edilir. Ancak bu tasarım eşit akış hızlarını tam olarak sağlayamadığı için ilave kontrollere ihtiyaç vardır.
Şekil 68 Büyük yüzeyler için farklı soğutma kanallarının paralel dizilişi
Düz parçaların soğutulması için kullanılan bütün bu sistemler uygun düzenlemeler yapılarak kutu şeklindeki parçaların kalıplarının soğutulmasında da kullanılabilir. Girişin yeri soğutma kanallarının şeklini ve seri mi paralel mi olacağını belirler.
Şekil 69 Çekirdek soğutulmasında kullanılan paralel soğutma kanalları
Paralel sistem için bir örnek yukarıdaki şekilde bir buzdolabı çekmecesinin kalıbının soğutulmasında gösterilmiştir. Bu sistem kör ve patlayan delikler delinmesi suretiyle maliyet açısından uygun bir şekilde elde edilebilir. Soğutucunun istenen yoldan akması için kaynaklar ve tıkaçlar kullanılmalıdır. Bu işlem çekirdekte zayıf yada başka bir deyişle tehlikeli noktaların oluşmasına neden olur. Tıkaçlar, şeffaf parçalarda izlere sebep olabilirler ve kaynak işlemi de çekirdekte bitirme işlemleriyle giderilemeyecek distorsiyonlara neden olabilir. Bu yüzden dikdörtgensel çekirdeklerin soğutulması için de daha önce dairesel çekirdekler için kullanılan ve bir örneği aşağıdaki şekilde görülen sistem benzeri sistemler önerilmektedir.
Şekil 70 Bir kutu kalıbında soğutma sistemi
3.7. İtici Sistemi
Plastik ürün kalıp boşluğunda soğuduktan ve kalıp açıldıktan sonra kalıptan çıkarılması gerekir. Bunun için her plastik enjeksiyon kalıplarında bir itici sistemi kullanılır.
İtici mekanizmasının çalışması iki türlü olabilir. Bunlar otomatik itme ve yan otomatik itme sistemleri olarak adlandırılabilir. Otomatik itme sisteminde itme olayının başlaması ve bitmesi tamamen otomatik olarak operatöre ihtiyaç duyulmaksızın olur. Genellikle kalıpların otomatik itme sistemiyle çalışılması tercih edilir. Yan otomatik itme sisteminde ise operatörün her itme çevrimi bittikten emniyet kapısını açmak ve kalıp kapanmadan da kapamak zorundadır
3.7.2 İtici Sisteminin Çalışması
İtme çevriminde temel kural kalıp açıldığında ürünün itme olayının gerçekleşeceği tarafta kalmış olmasıdır. Eğer ürüne yeterli ve doğru bir şekilde çıkış açısı verilmişse ürün istenilen tarafta kalacaktır. Hatta ürünün kalacağı tararı garanti etmek için kalıbın uygun yerlerine ter açı verilebilir.
Erkek kalıp plakası ile dişi kalıp plakası arasında ürünün erkek forma takılmadan serbestçe düşebilmesi için yereri kadar açıklığın bulunması şarttır. Benzer şekilde eğer ürün elle veya robotla alınacak ise erkek ve dişi plakaların bu işlemi güçleştirmeyecek kadar birbirlerinden uzaklaşmış olmaları gerekir.
Şekil 71 Kalıp stroku, açıklık ve ürün yüksekliği
Şekil 75 A da görüldüğü gibi çok az çıkma açısına sahip derin ürünlerde ürünün maksimum uzunluğundan daha fazla bir itme uygulanmalıda. B de ise oldukça büyük bir çıkış açısına sahip ürünün serbestçe düşmesi için daha az. bir açıklığın yeterli olacağı görülmektedir.
Açıklık miktarı daha az olacağı için strok da daha küçük olacaktır. Böylece kalıp daha hızlı çalışır ve çevrim zamanı daha düşük olur. Eğer erkek ve dişi çekirdek lokmalarında
birbirlerini hizalamaya veya pozisyonlamaya yardım edecek açılı bir girinti ve çıkıntı
kullanıldığında strok boyu açışız metoda göre artacaktır. Artış miktarı ise dişi taraftaki içe dönük açılı kısmın uzunluğu kadar olur. Bununla her iki durumda da açıklık mesafesi aynı kalır. Stroğun çok fazla olmasının çevrim zamanını uzatmanın haricinde herhangi bir mahsuru yoktur. Fakat özellikle ürün derinliği veya yüksekliği çok az olan kalıplarda strok mesafesinin mümkün olan en küçük değerde tutulması kalıbın hızlı çalışması açısından oldukça önemli bir husustur. Şekil 75 de kalıp stroku ürünün serbestçe düşebileceği kadar açıklığa sahip olmalıdır. A çıkış açısı az olan ürünün en az kendi boyu kadar açıklığı olmalıdır. B çıkış açısı büyük ürünün açıklığı daha az olabilir. C hizalama açısının yüksekliği kadar strok artar. D büyük çıkış açısı strok mesafesini azaltır.
İtici sisteminin çok çeşitleri vardır, fonksiyon ve dizayn olarak. İtici metotlarının seçimi genelde bazı faktörlere bağlıdır. Örneğin,
- Dışarı atılacak parçanın dizaynına
- Parçanın estetik görünüşüne
- Üretimin ihtiyaçlarına
Parçayı ve kalıbı enjeksiyon baskı işlemi için tasarladığımız zaman, itici metotlarının
seçimine dikkat edilmesi gerektiğini göz önüne almalıyız.
İtici pimler ile birlikte itici taşıyıcı plakası, itici kapak plakası, stoperler ve geri dönüş mekanizmasının tamamı itici sistemini oluşturur. Eğer parçaya birden fazla itici pim etkiyorsa bunların hepsinin aynı anda etkimesi gerekir. Bu yüzden bütün iticiler itici taşıyıcı plakasına monte edilirler ve aynı anda hareket ettirilirler. Diğerlerinden farklı hareket eden bir itici parçada hasara sebep.olabilir.
İtici pimler itici kapak plakasına bağlı olan itici taşıyıcı plakası üzerinde bulunurlar. Bu plaka bir vidalı bağlantı ile makinenin itici sistemine bağlanır. Stoperler ise itici plakaların çalışma esnasında hareketlerini sınırlarlar.
İtici pimler kendilerini çalıştıkları deliklere göre ayarlayabilmek için itici taşıyıcı plakası içinde yeteri kadar yanal hareket yapabilmelidirler. Bu her plakanın işlem sırasında farklı sıcaklıklara sahip olması nedeniyle gereklidir. Plakalar iticiler tarafından taşınmamalıdır çünkü bu durumda plakalar eğilir ve bu da iticilerin sıkışmasına neden olur. Bu nedenle itici plakalar bir merkezleme sistemi ile merkezlenmelidir. Bunun için özel merkezleme pimleri kullanılabilir.
Şekil 72 İtici sistemi
3.7.5. İtici Çeşitleri
3.7.5.1 Pimler ve bıçaklar
İtici pimler, en ucuz itici sistemi sunarlar. Fakat bunların kullanımı sınırlıdır. Bu
sınırlamalardan biri, ufak kesitlerinden dolayı, yüksek miktarda itici kuvveti baskıdaki bir noktaya uygulanır. Pimin yerleştirildiği noktadan dolayı parçada bozukluk veya kırılma olur, özellikle ince duvarlı parça veya kırılgan malzeme kullanıldığı zaman.
İtici pimler.standart kalıp parçası olarak genelde ucuz olduklarından dolayı ve standart format olarak metrik ve parmak ölçü birimlerinde bıçak, düz, basamaklı pim olarak Şekil 89 ve 90 da görüldüğü gibi üretilirler.
Şekil 73 İtici pim tipleri
Şekil 74 Pim ve bıçakların pozisyonu
3.7.5.2 İtici bilezik
İtici bilezikler, belirli özellikteki parçaları dışarı atmak için kullanılırlar, örneğin, içi boş delikler. Ufak yuvarlak parça bir tane itici bilezik kullanılarak parçanın çevresinden itilirler, itici bilezik kullanmak, pim kullanmaktan daha pahalıdır ve kullanılmaları esnasında bilezik içinde ve dışında sürtünmeden dolayı daha hızlı eskime eğilimindedir. Standart pimlerle karşılaştırıldığında itici kuvvetler bileziğin daha geniş kesit alanına daha düzgün (eşit) şekilde dağıtılması ile birlikte kalıp havalandırmasını iki katına çıkararak daha etkin havalandırma da sağlar.
Şekil 75 Standart boru formatları
Şekil 76 İtici boru pozisyonları
Valf başlıklı iticilerin bir çok kullanım alanı vardır ve bir çok sebepten kullanılırlar. Çeşitli valf dizayn iticileri takılma veya çalıştırılma metotlarıyla birlikte ilgilenilir. Valf iticileri, itici kuvvetlerin transferinde daha geniş bir izdüşüm alanı sunar. Düz başlı dizayn ince duvarl parçaların dışarı atılmaları sonucu, şekillerinin bozulmadan dışarı atılmasını temin eder. Esnek yumuşak polimerler ve parçalar, örneğin, YYPE şişe kapaklan, bu tip itici kullanılarak parçanın dışarı atılmasına yardımcı olur. Yüzer valf iticiler dik enjeksiyon baskıda kullanılabilirler veya melamin kalıpta yer çekimini kullanarak, iticilerin hareketinden sonra tekrar geri dönmesini sağlar.
Şekil 77 Standart valf başlıklı itici format ve takılma metottan
Sıyırma halkası ve plakası, parçayı iterek yada çekerek erkek kalıptan dışarı atar genellikle parça tabanının çevresiyle bu plakanın kontak kurmasıyla yapılır. Parçanın sıyrılarak dışarı atılması esnasında, parçaya sağlanan destekle daha az bozulma gösterirler. Bu çeşit enjeksiyon metodunu kullanmanın bir çok faydası vardır, bununla beraber kalıp erkek kısmını kaplayan, sıyırma halkasının boyutlarında artmanın sonucu kalıpta daha yüksek seviyede parça eskimesi oluşur.
Şekil 78 Sıyırma halkası ve plakası
Şekil 79 Hava destekli karışık itici metodu
Çeşitli mekanik itici metot kombinasyonlarına ihtiyaç duyulduğunda, havalı iticiler de
kullanılır Hava mekanik itici sistemleri ile ilgili bir çok örnek termoplastik ve kauçuk endüstrisinde bulunur, örneğin, conta, yağ keçesi, diyafram vb. Büyük ince duvarlı parçaların kalıptan dışarı atılmasında, büyük izdüşüm alanlarından dolayı sıkça hava itici tekniği kullanılarak, parçaya zarar vermeden kalıptan dışarı atılır.
|
